




![]()






深圳日鋼注塑機螺桿,廣州鴻喬注射機料筒,廣東海航成型機炮筒
全硬化螺桿,全硬螺桿,鈷基合金螺桿
技術指標
有效長度:4000mm
整體硬度:HRC62°-68°
用途區分:注塑機/電木機
加工尺寸:最小直徑Ф14mm-最大直徑Ф120mm
適用塑膠:LCP、PBT、PET、PPC、PPS、PAR等,添加玻璃纖維30%以上,或加其它添加劑,如磁粉、陶瓷粉、鋁鎂粉、鐵粉等工程
塑膠。
材質和加工工藝
l 進口日本SKD61
l SKH-9(YXMI高速鋼)
l 采用整體淬火二次回火工藝
產品特點
l 耐磨
l 耐腐蝕
l 適合高磨耗產品加工要求
深圳日鋼注塑機螺桿,廣州鴻喬注射機料筒,廣東海航成型機炮筒
碳化鎢螺桿,鎢鋼螺桿,碳化鎢合金螺桿,碳化鎢全披覆合金螺桿
技術指標
硬度:HRC62°-68°
表面粗糙度:Ra0.4
直線度:0.015/米
加工范圍:Φ16mm-Φ120mm
有效長度:5000mm
硬度:HV1200°—1400
加工工藝:超音速粒子熔射+冶金結合
加工范圍:直徑12mm-直徑185mm
密著力:>118MPA合金成份:Wc+Co+Cr等
硬度指標:HV>1000
表面粗糙度:Ra0.4um
材質和加工工藝
l 碳化鎢材料
l 鈷合金材料
產品特點
l 壽命長
l 耐腐蝕,耐磨
l 合金永不脫落
深圳日鋼注塑機螺桿,廣州鴻喬注射機料筒,廣東海航成型機炮筒
雙合金螺桿,雙金屬螺桿,合金螺桿,雙合金螺桿料筒
技術指標
加工范圍:內徑Ф20mm-Ф250mm
有效長度:8000mm
合金成份:88wc/12c0.Crc/25Nicr.XaloY108
氮化硬度:HRC58°-62°
合金硬度:HRC60°-65°
生產用途:注塑成型機械用/電木機械用/擠出機械用/吹塑機械用/吹膜機械用/造粒機械用/押出機械用/管材機械用/片材機械用/電線機/電纜機
適用塑膠范圍:適用于各類添加玻璃纖維、塑料及PPA、PO、PPS、LCP、ABS防火、電木粉、磁粉、PC等特殊工程塑料。
材質和加工工藝
l 優質合金鋼(38CrMOALA)
l 鉻鉬合金鋼黑色十字(SACM645)
l 鎳基合金(Ni60)
產品特點
l 料筒內孔離心澆鑄
l 單邊厚度約2.5-3mm
螺桿表面噴涂碳化鎢合金,單邊約1.5-2mm
STELLITE合金種類和特性
合金系&主要成分 Alloy&composition | 熱膨脹系數(合金) RT-250°C(/°C) RT-400°C(/°C) | 抗磨耗 Wear Resistance | 抗腐蝕 Corrosion Resitance | 使用塑料 Application |
ST-C Fe-Ni-B-Si Wc10-15% | 11.1*10^-6 11.5*10^-6 | ●● | ●●● | ●10%Fibre added玻璃塑料 ●A0 Flame proof防火塑料 ●PVC、PUR、PA、PTFE |
ST-B Fe-Ni-B-Cu-Cr-Mn Wc20-28% | 11.5*10^-6 12.0*10^-6 | ●●● | ●●●● | ●30%Fibre added玻璃塑料 ●A0 Flame proof防火塑料 ●LCP、6T、9T PA6、POM |
ST-A Ni-C-Si-B-We Wc42-48% | 8.5*10^-6 9.0*10^-6 | ●●●● | ●●●● | ●More than 30%Fribre added玻璃纖 ●CaSiO3 added添加塑料 ●PA、PBT、PCT、LCP、FR50 |
深圳日鋼注塑機螺桿,廣州鴻喬注射機料筒,廣東海航成型機炮筒
不銹鋼螺桿,擠出機不銹鋼螺桿,注塑機不銹鋼螺桿
技術指標
加工范圍:最小直徑Ф18mm-最大值徑Ф90mm
有效長度:3000mm
整體硬度:HRC58°-62°
用途區分:注塑機、擠出機
適用范圍:PC、PMMA、PET透明制品及耐腐蝕U-PVC、ABS、PP防火塑
材質和加工工藝
l 進口9Cr18Mov不銹鋼材料
l 整體淬火處理
產品特點
l 為終端用戶解決了鍍鉻螺桿時常脫落鍍鉻之煩惱
l 耐腐蝕


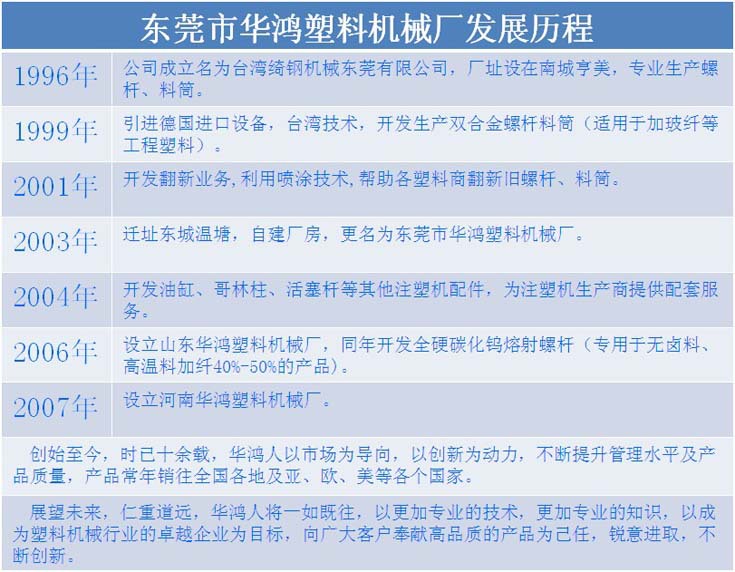
東莞市華鴻塑料機械廠位于中國廣東省東莞市,是一家主要經營[注塑機、擠出機等塑料機械用螺桿、料筒等配件]的[生產型]企業。自成立以來,東莞市華鴻塑料機械廠始終堅持以人為 本,以創新為發展動力,秉承“信譽第一,質量至上”的經營理念,爭創市場一流品牌。公司的主營產品[螺桿,注塑機螺桿,擠出機螺桿,合金螺桿料筒,碳化鎢螺桿,全硬螺桿、不銹鋼螺桿、氮化螺桿料筒、錐平雙螺桿料筒、無鹵螺桿、橡膠機螺桿料筒等,翻新修復舊的螺桿料筒]以品種齊全、價格合理的優勢,在消費者當中享有較高的地位 ,贏得了廣大客戶的一致好評。志存高遠,銳意進取。在機遇與挑戰面前,東莞 市華鴻塑料機械廠將不斷求索,愿與所有的伙伴一路同行,一同成就未來,共建偉業!聯系我們,請百度搜索:東莞華鴻客服



PC料專用注塑機螺桿應該如何選擇?
1、注射溫度必須綜合制品的形狀、尺寸,模具結構。制品性能、要求等各方面的情況加以考慮后才能作出。一般在成型中選用溫度在270~320℃之間,過高的料溫如超過340℃時,PC將會出現分解,制品顏色變深,表面出現銀絲、暗條、黑點、氣泡等缺陷,同時物理機械性能也顯著下降。
2、注射壓力對PC制品的物理機械性能,內應力、成型收縮率等有一定的影響對制品的外觀及脫模性有較大的影響,過低或過高的注射壓力都會使制品出現某些缺陷,一般注射壓力控制在80-120MPa之間,對薄壁,長流程,形狀復雜,澆口較小的制品,為克服熔體流動的阻力,以便及時充滿模腔,才選用較高的注射壓力(120 -145MPa)。從而獲得完整而表面光滑的制品。
3、保壓壓力及保壓時間保壓壓力的大小及保壓時間的長短對PC制品的內應力有較大的影響,保壓壓力過小,補縮作用小易出現真空泡或表面出現縮凹,保壓壓力過大,澆口周圍易產生較大的內應力,在實際加工中,常以高料溫,低保壓的辦法來解決。保壓時間的選擇應視制品的厚薄,澆口大小,模溫等情況而定,一般小而薄制品不需很長的保壓時間,相反,大而厚的制品保壓時間應較長。保壓時間的長短可通過澆口封口時間的試驗予以確定。
4、注射速度 對PC制品的性能無十分明顯的影響,除了薄壁,小澆口,深孔,長流程制品外,一般采用中速或慢速加工,最好是多級注射,一般采用慢-快-慢的多級注射方式。
5、模具溫度 一般控制在80-100℃就可以,對形狀復雜,較薄,要求較高的制品,也可提高到100-120℃,但不能超過模具熱變形溫度。
6、螺桿轉速與背壓 由于PC熔體粘度較大,從有利塑化,有利排氣,有利塑機的維護保養,防止螺桿負荷過大,對螺桿的轉速要求不可太高,一般控制在30-60r/min為宜,而背壓控制在注射壓力的10-15%之間為宜。
7、PC在注塑過程中要嚴格控制脫模劑的使用,同時再生料的使用不能超過三次,使用量應為20%左右。
對生產PC制品的塑機要求:要求制品的最大注射量(包括流道、澆口等)應不大于公稱注射量的70-80%,螺桿選用單頭螺紋等螺距,帶有止回環的漸變壓縮型螺桿,螺桿的長徑比L/D為15-20,幾何壓縮比C/R為2-3。




批發市場僅提供代購諮詢服務,商品內容為廠商自行維護,若有發現不實、不合適或不正確內容,再請告知我們,查實即會請廠商修改或立即下架,謝謝。
