標準產品_醫用塑膠製品_醫藥、保養_貨源_批發一路發" style="display:none;">
標準產品_醫用塑膠製品_醫藥、保養_貨源_批發一路發" style="display:none;">
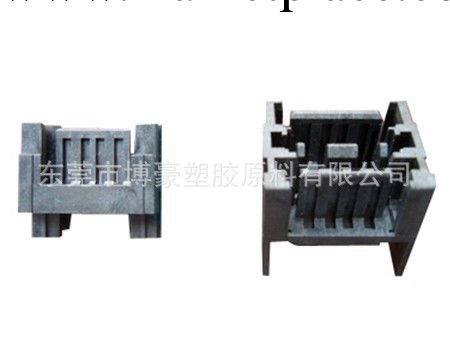
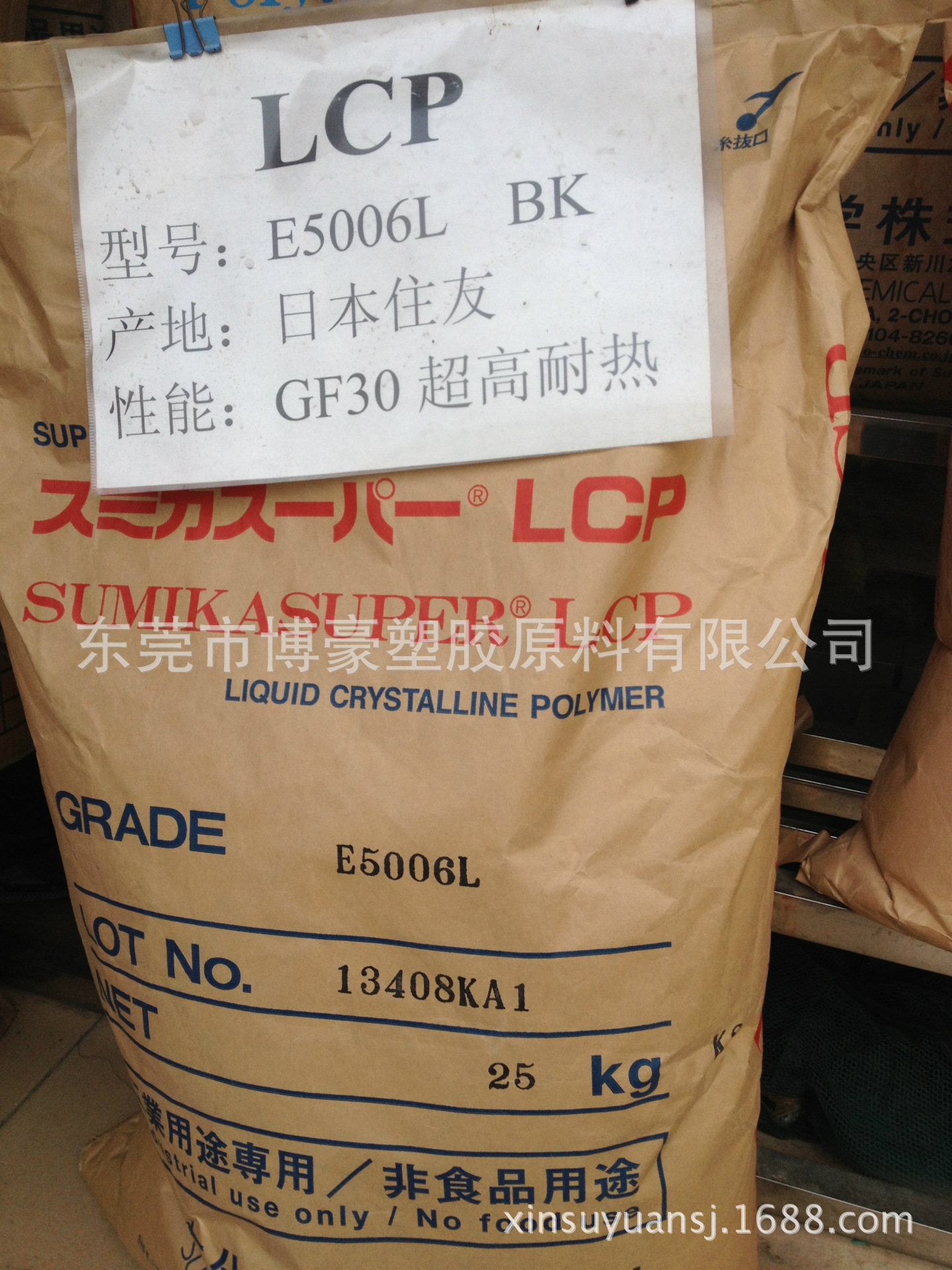
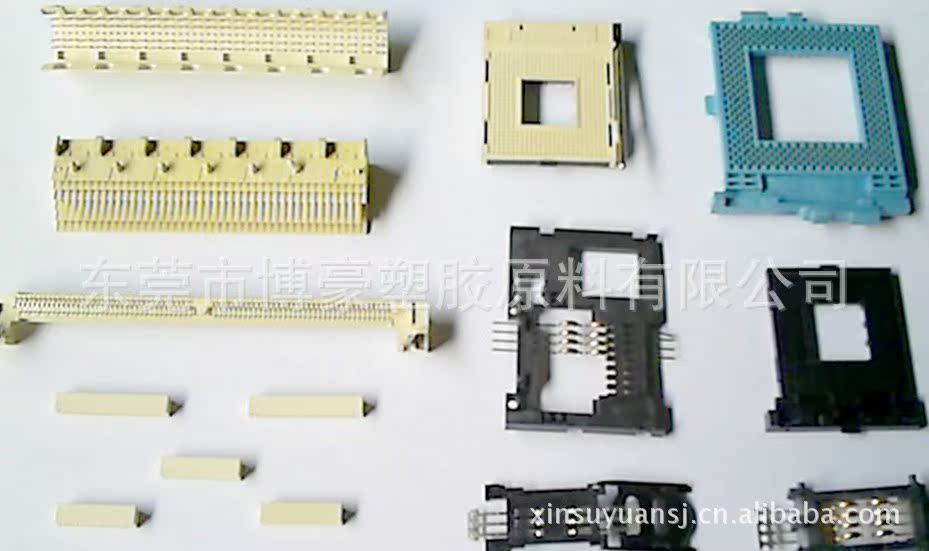
我司大量專業供應塑膠原料LCP,工程塑料LCP/E5006L日本住友,長玻纖增強GF30%,
耐磨耐高溫355℃,住友化學LCP
另長供日本住友SUMIKASUPER E4008MR、E6006MR、E6808LHFE5008、E6008、E4008 MR-B、E5002、E5008L、E6006L、E6807L。耐高溫,不變形,穩定供應!歡迎洽談合作!
LCP塑膠原料的成型溫度高,因其品種不同,熔融溫度在300~425℃范圍內。
LCP熔體粘度低,流動性好,與烯烴塑料近似。LCP具有極小的線膨脹系數,
尺寸穩定性好。成型加工條件參考為:成型溫度300~390℃;模具溫度100~260℃;
成型壓力7~100MPa,壓縮比2.5~4,成型收縮率0.1~0.6。
通常料筒溫度、噴嘴溫度、材料熔融溫度如表所示。
如考慮到螺桿的使用壽命,可以縮小後部、中部、前部的溫差。為瞭防止噴嘴流涎,噴嘴溫度可以比表中所示的溫度低10℃,如果要提高流動性的話,所設溫度可以比表中所示的溫度高出20℃,但是必須註意下列情況。
降低料筒溫度時:滯留時間過長,不會引起粒料在料筒中老化,也不會產生腐蝕性氣體,所以滯留時間長一般不會產生什麼大的問題。但是,如果長時間中斷成型的話,請降低料筒溫度,再次成型時,以扔掉幾模為好。
| A | B | C | Ei | ||
| 後部 | 250-290 | 250-290 | 280-340 | 300-360 | |
| 中部 | 270-290 | 270-290 | 300-340 | 310-350 | |
| 前部 | 290-310 | 290-310 | 320-340 | 330-350 | |
| 噴嘴 | 290-310 | 290-310 | 320-340 | 330-350 | |
| 樹脂溫度 | 290-320 | 290-320 | 320-350 | 340-360 |
LCP塑膠原料可成型的模具溫度在30℃-150℃之間。但是我們一般將模具溫度設定在70℃-110℃左右。為瞭縮短成型周期、防止飛邊及變形,應選擇低的模具溫度;如果要求制品尺寸穩定(特別是用於高溫條件下的制品),減少熔接縫的產生及解決充填不足等問題時,則應選擇高的模具溫度。
螺桿的轉速一般為100rpm。如果是含玻纖或者含碳玻纖的材料(例:A130、A230等),為瞭防止玻纖被折斷,我們必須選擇比較低的轉速。此外,背壓也盡可能低一點。料筒溫度設定為300℃時,材料在料筒內滯留時間對塑料的機械性能、顏色都有影響。



 標準產品_醫用塑膠製品_醫藥、保養_貨源_批發一路發" class="img-responsive">
標準產品_醫用塑膠製品_醫藥、保養_貨源_批發一路發" class="img-responsive">

批發市場僅提供代購諮詢服務,商品內容為廠商自行維護,若有發現不實、不合適或不正確內容,再請告知我們,查實即會請廠商修改或立即下架,謝謝。