




簡介
隨著塑膠模具鋼需求的增加,這就要求模具鋼必須是韌性、抗腐蝕性及整體硬度均衡的良好結合,Mirrax ESR被證明是滿足這些要求的良好選擇。Mirrax ESR為高級不銹鋼種,並具備以下特征: 優良的拋光性能 優良的耐腐蝕性能
優良的淬透性
優良的韌性和延展性 優良的耐磨性
綜合上述優良特點,使得該鋼種具有卓越的產品性能。由於其優良的耐腐蝕性能,在塑料模具中使用的好處概述如下: 較低的維修費用
模具經過長期使用後,模腔表面仍然能維持原來的拋光狀態。模具在潮濕的環境下使用或存放時,不需要特別的維護。
較低的生產成本
由於模具冷卻水道不受腐蝕的影響(不像普通模具鋼),熱傳導特性、冷卻效率在模具使用中保持不變,確保瞭模具穩定的周期壽命。
上述的好處結合Mirrax ESR的高耐磨性,使其有較低的維修費用而高的使用壽命,實現最佳的經濟效益。
應用
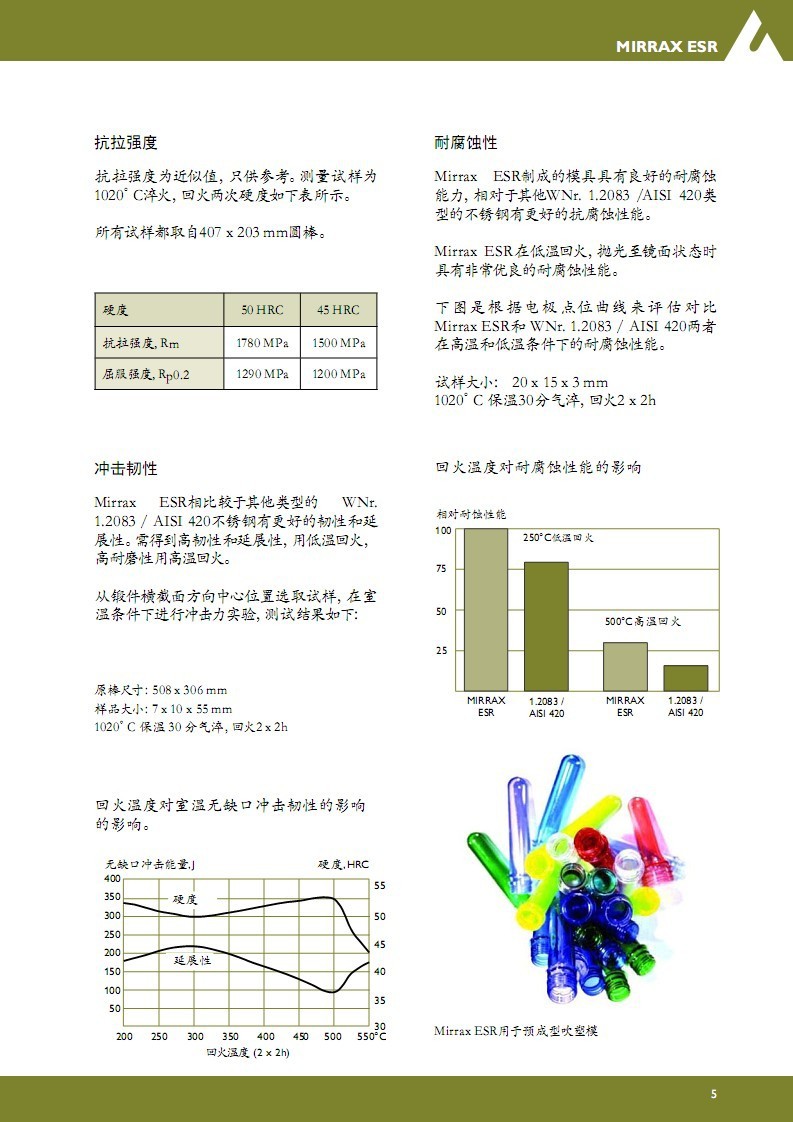
Mirrax ESR被推薦用於所有模具,由於其特殊的性質,更適合如下特殊環境的需求: 耐腐蝕/銹蝕
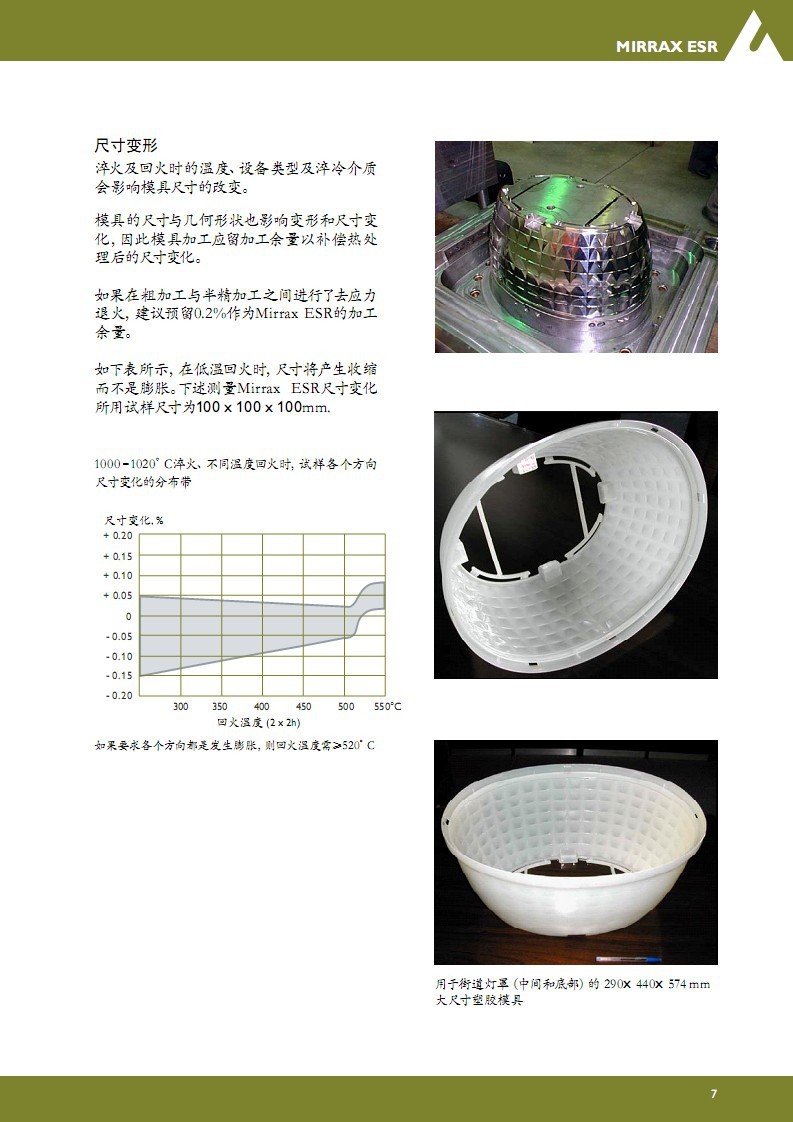
對使用有腐蝕性的PVC、醋酸鹽類等註模原料或必須在潮濕的環境下工作及存放的模具。
熱處理
軟性退火
在保護氣氛中加熱至740°C均溫後,以15°C/h爐冷至550°C,再空冷。
去應力
經過粗加工後,必需加熱至650°C,保溫2小時,緩冷至500°C,然後空冷。
淬火
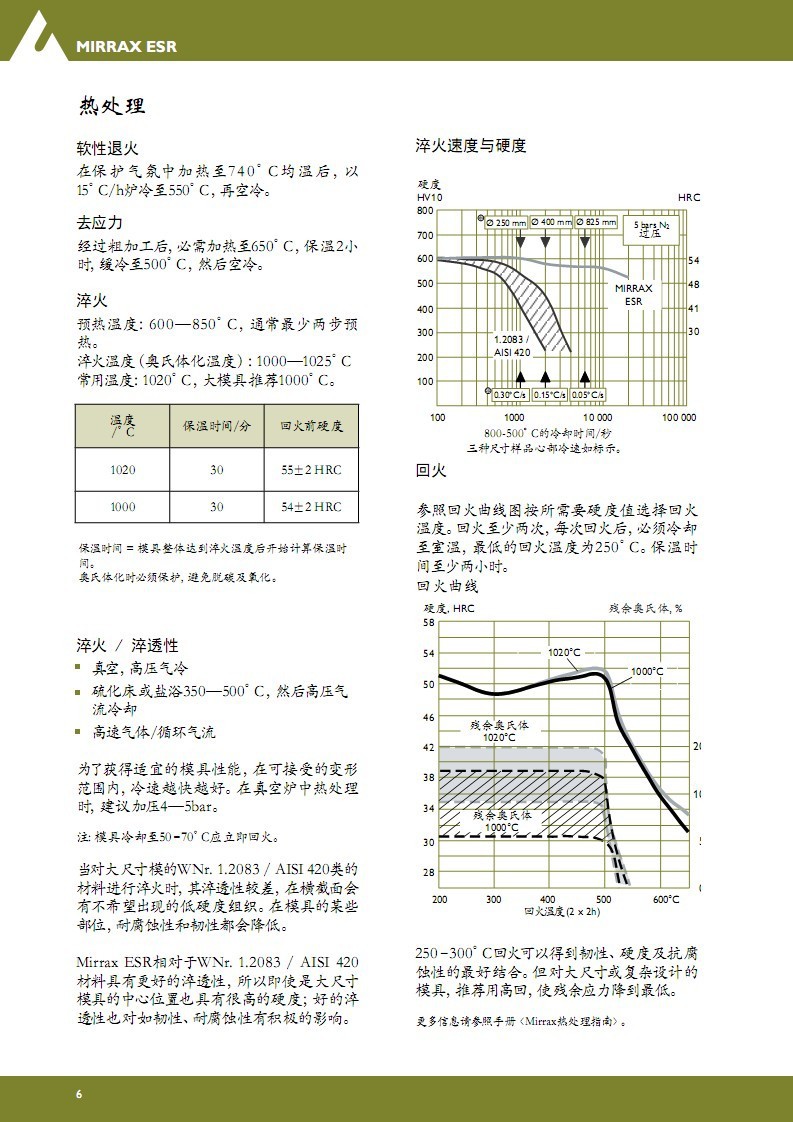
預熱溫度:600—850°C,通常最少兩步預熱。淬火溫度(奧氏體化溫度):1000—1025°C常用溫度:1020°C,大模具推薦1000°C。
淬火/淬透性
真空,高壓氣冷
硫化床或鹽浴350—500°C,然後高壓氣流冷卻
高速氣體/循環氣流
為瞭獲得適宜的模具性能,在可接受的變形范圍內,冷速越快越好。在真空爐中熱處理時,建議加壓4—5bar。
註:模具冷卻至50–70°C應立即回火。
當對大尺寸模的WNr. 1.2083 / AISI 420類的材料進行淬火時,其淬透性較差,在橫截面會有不希望出現的低硬度組織。在模具的某些部位,耐腐蝕性和韌性都會降低。
Mirrax ESR相對於WNr. 1.2083 / AISI 420材料具有更好的淬透性,所以即使是大尺寸模具的中心位置也具有很高的硬度;好的淬透性也對如韌性、耐腐蝕性有積極的影響。


批發市場僅提供代購諮詢服務,商品內容為廠商自行維護,若有發現不實、不合適或不正確內容,再請告知我們,查實即會請廠商修改或立即下架,謝謝。