



銷售熱線:0577-86622263 /13819717505 ===楊先生===感謝來電===
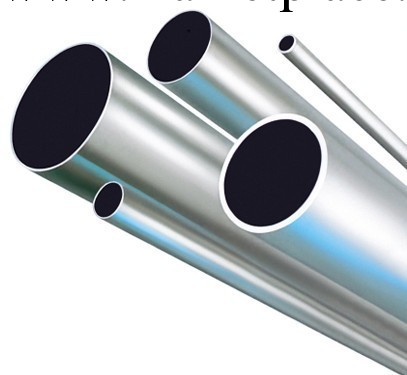
1) 無縫鋼管 酸洗,鏡面.亞光6M定尺
因其制造工藝不同,又分為熱軋(擠壓)無縫鋼管和冷拔(軋)無縫鋼管兩種。冷拔(軋)管又分為圓形管和異形管兩種。
a. 工藝流程概述
熱軋(擠壓無縫鋼管):圓管坯→加熱→穿孔→三輥斜軋、連軋或擠壓→脫管→定徑(或減徑)→冷卻→坯管→矯直→水壓試驗(或探傷)→標記→入庫。
冷拔(軋)無縫鋼管:圓圓管坯→加熱→穿孔→打頭→退火→酸洗→塗油(鍍銅)→多道次冷拔(冷軋)→坯管→熱處理→矯直→水壓試驗(探傷)→標記→入庫。
:外徑:Ф5~Ф120m/m;
2:內徑:Ф4~Ф100m/m;
3:壁厚:0.5~20m/m;
4:表面粗糙度:Ra=0.2、0.4、0.6、0.8
焊接鋼管也稱焊管,是用鋼板或帶鋼經過卷曲成型後焊接制成的鋼管。焊接鋼管生產工藝簡單,生產效率高,品種規格多,設備資少,但一般強度低於無縫鋼管。20世紀30年代以來,隨著優質帶鋼連軋生產的迅速發展以及焊接和檢驗技術的進步,焊縫質量不斷提高,焊接鋼管的品種規格日益增多,並在越來越多的領域代替瞭無縫鋼管。焊接鋼管按焊縫的形式分為直縫焊管和螺旋焊管。
焊接鋼管采用的坯料是鋼板或帶鋼,因其焊接工藝不同而分為爐焊管、電焊(電阻焊)管和自動電弧焊管。因其焊接形式的不同分為直縫焊管和螺旋焊管兩種.
直縫焊管生產工藝簡單,生產效率高,成本低,發展較快。螺旋焊管的強度一般比直縫焊管高,能用較窄的坯料生產管徑較大的焊管,還可以用同樣寬度的坯料生產管徑不同的焊管。但是與相同長度的直縫管相比,焊縫長度增加30~100%,而且生產速度較低。
因此,較小口徑的焊管大都采用直縫焊,大口徑焊管則大多采用螺旋焊。





銷售熱線:0577-86622263、13819717505 +++楊先生+++
+++【


批發市場僅提供代購諮詢服務,商品內容為廠商自行維護,若有發現不實、不合適或不正確內容,再請告知我們,查實即會請廠商修改或立即下架,謝謝。


