








簡介:
618 HH是比618及718 S硬度高的預硬模具材料,硬度HB340-380。高的硬度增加瞭材料的耐磨損性能和抗變形能力,提高瞭模具的壽命。
618 HH自生產以來一直保持高品質、低硫量,因此材料能擁有以下特征:良好的拋光性及光蝕刻花性能良好的加工性能
較高純凈度及優良的均一性
硬度均勻
註:618HH已100%經過超音波探傷。
應用:
熱塑性塑膠的註塑模具
熱塑性塑膠的擠塑模具
吹塑模具
成型工具,壓彎機模(可進行經過火焰硬化或氮化處理)
鋁壓鑄模的樣品模具結構零件,軸類
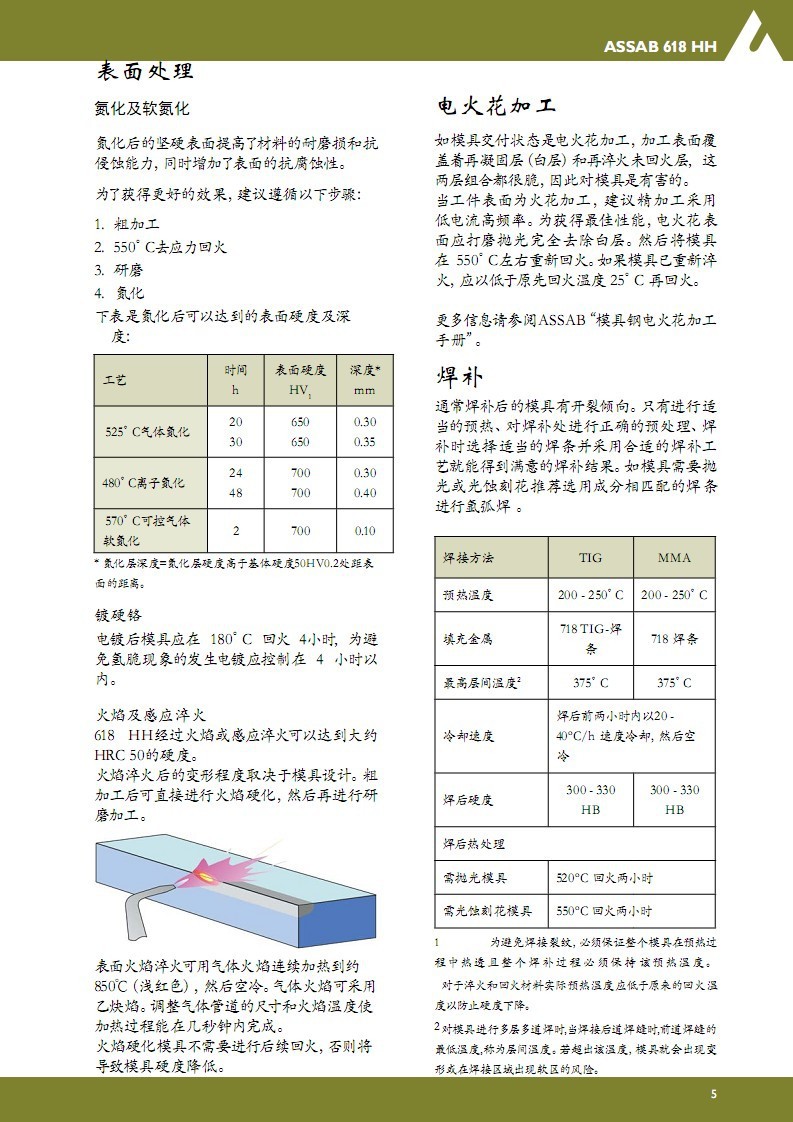
表面處理
氮化及軟氮化
氮化後的堅硬表面提高瞭材料的耐磨損和抗侵蝕能力,同時增加瞭表面的抗腐蝕性。
為瞭獲得更好的效果,建議遵循以下步驟:
1粗加工
2 550°C去應力回火
3 研磨
4 氮化
電火花加工:
如模具交付狀態是電火花加工,加工表面覆蓋著再凝固層(白層)和再淬火未回火層,這兩層組合都很脆,因此對模具是有害的。
當工件表面為火花加工,建議精加工采用低電流高頻率。為獲得最佳性能,電火花表面應打磨拋光完全去除白層。然後將模具在550°C左右重新回火。如果模具已重新淬火,應以低於原先回火溫度25°C再回火。
更多信息請參閱ASSAB“模具鋼電火花加工手冊”。
焊補:
通常焊補後的模具有開裂傾向。隻有進行適
當的預熱、對焊補處進行正確的預處理、焊
補時選擇適當的焊條並采用合適的焊補工
藝就能得到滿意的焊補結果。如模具需要拋
光或光蝕刻花推薦選用成分相匹配的焊條進行氬弧焊。
新手教學


批發市場僅提供代購諮詢服務,商品內容為廠商自行維護,若有發現不實、不合適或不正確內容,再請告知我們,查實即會請廠商修改或立即下架,謝謝。