







本公司供應各類壓鑄機配件料壺、坩堝、射嘴身、射嘴頭、錘頭連柄、鋼呤、發熱套、發熱餅等
我們供應優質的壓鑄機配件耗材都是由H13或SKD61等優質鋼材制作而成,每個產品都經過嚴格的真空熱處理和表面氮化工藝從加工工藝上保證產品的質量產品檢驗中心對自己的產品經過嚴格檢驗,隻有好的產品才能確保我們擁有好的客戶。
我們的承諾:
1. 確保客戶采購的產品和他們的需求一致。
2. 擁有自己的質量體系認證堅持做到對自己的產品負責。
3. 我們的供貨周期標準件6天、非標件15天。
4. 客戶買單後我們還是會持續跟進客戶的使用情況,提供產品技術解決問題。
我們確保隻有提供高質量的服務和高品質的產品才能吸引客戶。
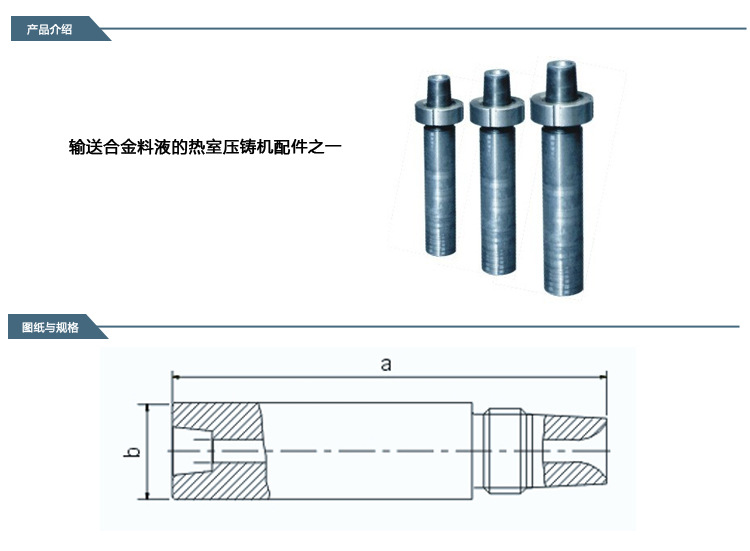
射嘴身 力勁88T 外Φ50*230 噴管 鋅合金壓鑄機配件 氮化H13
使用安裝知識
安裝
1. 先裝上射咀絲母;
2. 檢查射嘴體錐度與鵝碩誰度配合是否溫和(將紅丹粉均勻地塗在射嘴體之錐度,然後用手將射嘴體放進鵝頸處,轉動一周,觀看射嘴體之錐度著色處是否被均勻擦去);
3. 先加鵝頸預熱,如是使用發熱棒加熱.可先加熱至450℃左右,再用煤氣噴槍噴燒鵝頸錐口部位幾分鐘,溫度到450一500℃為止;如位用發熱餅加熱,則先將鵝頸預熱,再用煤氣噴槍噴燒鵝頸錐口部位幾分鐘,溫度到450—500℃為止.把射嘴體錐度配合處塗上高溫雪油
4. 用平整鋅合金料塊或硬質木塊放置在射嘴體與頭板之間.先采取點動,按扣前、扣後操作,令模板系統前移,而將射嘴體壓緊鵝頸錐孔內,然後按住扣前按妞.保持一段時間(至少3min),射嘴體在料壺錐口無反彈即可;(註:建議打料壓力DC88以下調到90bar左右,DC100以上調到120—140bar之間。);
5. 檢查射嘴體與模板中心是否一致(各相差距離不能大於0.2mm);
使用要求
1. 要按照射嘴體安裝方法,裝緊射嘴體;
2. 盡量控制能正常壓鑄的最低溫度;
3. 選用合適的加熱圈加熱,以保持恒定的溫度,要求射嘴探熱針直插入加熱圈的探熱針孔內,正常工作時,加熱溫度其指示值代表射嘴體的真實溫度。溫度過高,射嘴體腐蝕速度加快,使用壽命縮短。溫度過低,會造成合金料在射嘴頭裡堵塞,不能正常生產,同樣會降低壽命;同時,射嘴頭堵塞,還會造成鵝頸錐孔處漏料;
4. 壓鑄鋅合金的成分必須符合GB/T13818-92的要求。
維護細則
1. 控制加熱圈加熱溫度在要求范圍(410-430℃)內;
2. 正常工作時.打料壓力不要超過額定壓力的95%.否則射嘴體的使用壽命會急劇下降;
3. 射嘴頭出料口口徑需按要求配制,防止孔徑過小而引起壓射嘴體內壓力過大.降低壽命;
4. 加熱圈上的探熱針需定期察看,測溫要準確;
5. 射嘴頭與射嘴體配合的錐度要吻合,並且要配合到位。
新手教學


批發市場僅提供代購諮詢服務,商品內容為廠商自行維護,若有發現不實、不合適或不正確內容,再請告知我們,查實即會請廠商修改或立即下架,謝謝。
