




本廠承接鋅合金翻砂鉛合金翻砂加工交貨及時量大更優惠
歡迎新老客戶光臨,也可來圖來樣訂做!
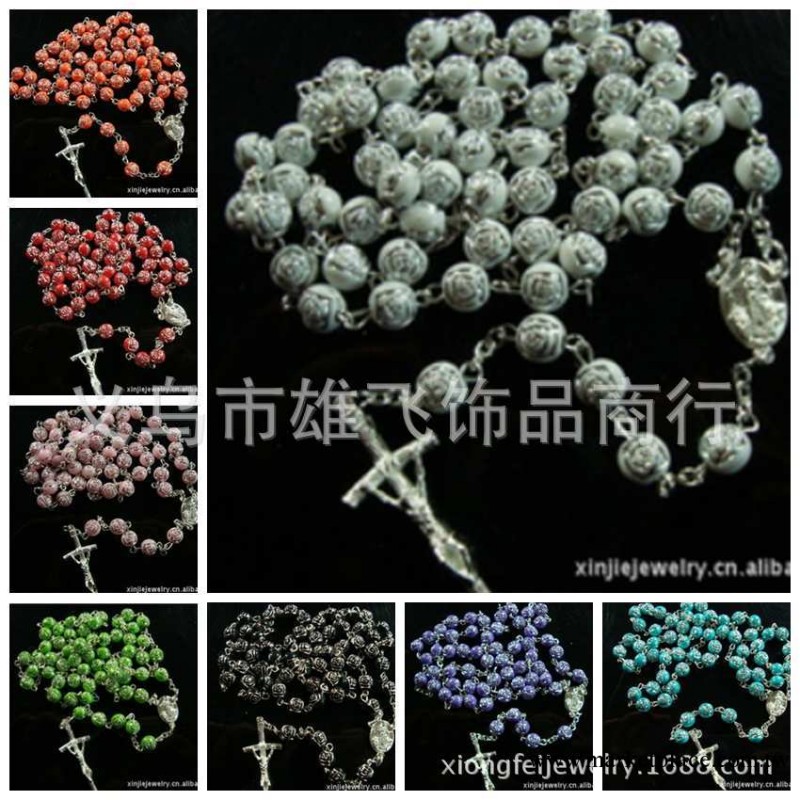
材質:合金
尺寸:約400*55mm

首飾保養守則

尺寸測量方法

產品成品流程
1、首版 俗稱母版、原版、樣版。流行飾品首版是根據設計師圖紙設計的要求,使用鉛錫合金板材,通過圖紙轉移、裁鋸、機械打磨、雕刀削制、砂紙拋磨、輔之銅材(銅位杯、銅線、銅珠等小配件)焊接成型的浮雕工藝。是生產工藝的首要環節。
2、子版 首版第一次開模澆鑄翻砂出來的產品,經過細致的邊線、光面、鉆位、假珠等處進行人工補口、砂磨、整體處理後,等待制作批量生產模具的模種。
3、壓模 使用A、B特種橡膠,排列擺放首版或子版,進行挖、填、撲滑石粉、安放模釘、模芯等程序,制成可分離開合的初模,置於鐵質或鋁質可開合模框,然後進入壓模機壓緊,經過150℃左右的高溫硫化45~60分鐘,即成型為柔韌的半成品模具,開啟模具取出首版或子版,使用美工刀或手術刀以模芯為離心力灌模中心點,開削液態合金的流動槽(俗稱水口)。成型的橡膠模具可耐400~500℃的液態鉛錫合金的反復灌沖澆鑄。壓模是實現鑄件批量生產的重要環節,壓模質量的好壞直接影響到澆鑄翻砂的成品率。
4、翻砂 將橡膠模放置於離心機內,往離心機進口處灌註液態的鉛錫合金或鋅合金,利用離心機的旋轉離心力,把從橡膠模中間註入的液態鉛錫合金或鋅合金,通過開削的水口槽拋甩至模具四周的模版內,形成產品的粗坯。
5、修邊 用刀片、銼刀等工具把翻砂出來的產品粗坯上的毛刺修理幹凈。
6、燒焊 運用氣泵對油壺、油罐產生氣壓回流壓縮原理,將油壺、油罐內的液態汽油汽化,然後通過皮管傳導至焊槍可調氣流的壓縮回旋頭,用明火引燃,產生溫度高達近千度的藍色火焰光束,焊接操作時,輔助焊錫絲、焊劑,在合金飾品背部焊接相應金屬配件的作業。
7、拋光 拋光的方法主要分為:半機械轉輪拋光和機械震機拋光。 半機械轉輪拋光:常用羊毛佈輪上蠟拋光法,即雙手抵拿住產品粗坯,運用手的輕重力度,配合飛速旋轉的羊毛轉輪,產生均勻的摩擦修飾,使產品達到無霧狀顆粒、砂眼瑕疵的光面。 機械震機拋光:主要用於小光面或無光面流行飾品表面處理。將修好邊的產品粗坯與剛玉石混放於震桶內,加入適量的水和洗滌劑(潤滑作用),通過震動摩擦達到拋光目的。
8、鏈接組裝 根據各種流行飾品的功能要求,配以相應的鏈子、夾片、扣件等金屬配件,用銅圈(鐵圈)
9、電鍍 合金是一種灰色的材料,我們看到的光彩奪目的仿真飾品都是經過電鍍的,電鍍按工藝方法有掛鍍和滾鍍之分;從電鍍的效果上有鍍金、鍍銀、鍍銅、鍍鎳、鍍白鋼還有其他的一些特殊的電效果。
10、效果制作 電鍍好的飾品,有的就已經可以直接包裝入庫瞭,但是還有一些飾品根據設計要求還要在上面做各種各樣的效果,比如:畫油(烤薄塗)、噴漆、磨砂、滴油、蔥沙等;如果某些產品不需要點鉆的,那麼也就可以入庫瞭。
11、點鉆 這是工藝上最後的一步瞭,水鉆是用一種特殊的粘合劑粘上去的,可以根據設計要求搭配成各種效果的彩色水鉆。
12、包裝入庫 通過品檢合格後的產品,包裝入庫就可以上市瞭。
飾品的保養
1.平時不佩戴時要收好,最好用袋袋裝好,防止銀飾表面與空氣接觸而氧化變黑。
2.佩戴時用軟佈擦拭飾品表面,以保持光澤。
3.佩戴飾品時不要同時佩戴其他貴金屬首飾,以免碰撞變形成擦傷。
4.避免接觸水汽和化學制品,別戴著遊泳,尤其是去海


批發市場僅提供代購諮詢服務,商品內容為廠商自行維護,若有發現不實、不合適或不正確內容,再請告知我們,查實即會請廠商修改或立即下架,謝謝。
.jpg)
