




| 加工定製 | 是 | 主要加工設備 | 超音波焊接機 模具生產機器 | 加工設備數量 | 10 |
| 加工能力 | 100套/天 | 工藝類型 | 機加工 | 作用對象 | 塑料 |
| 適用范圍 | 餐具,電器,電子,工藝品,航天,傢電,汽車,日用品,食品,手機,五金工具,鞋業,醫療,機表,五金 | 質量體系 | iso9001 | 頻率 | 20KHZ 15Khz 28K 40K |
| 材料 | 進口鋁 |
- 產品信息
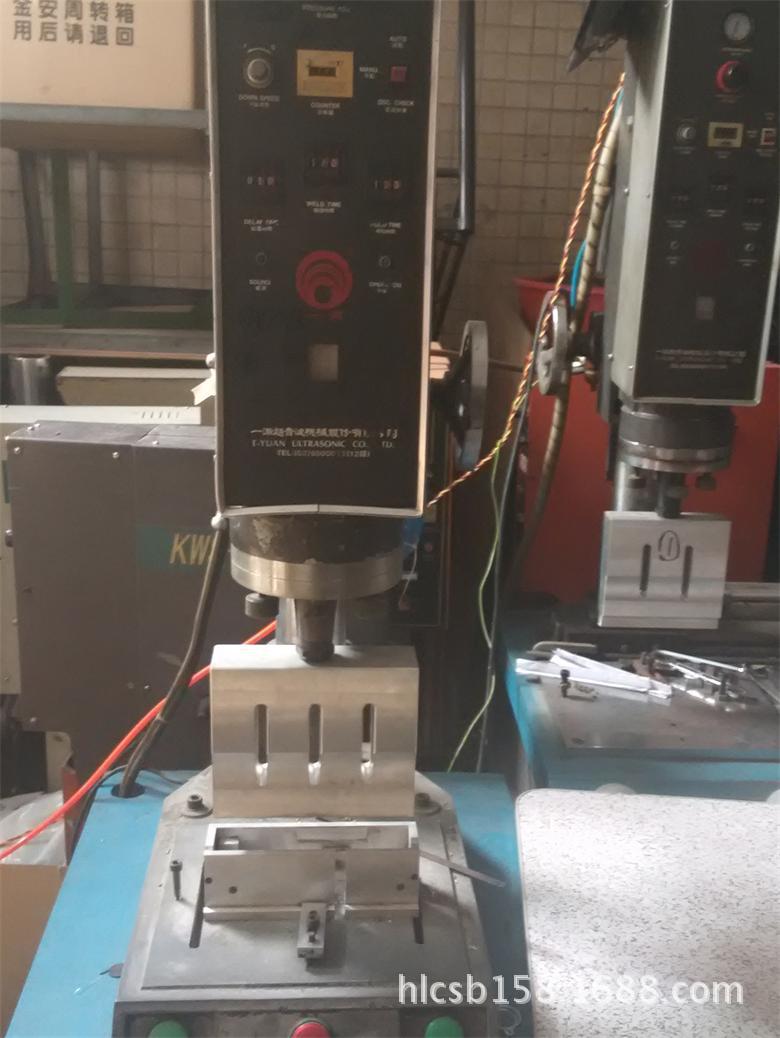
- 我司專業做深圳周邊地區超音波模具,為各廠傢服務1:可雕刻2:代客修頻率3:熟悉加減放大尺寸4:熟悉避位或托位受力位5:模具交與我司讓你無憂,產品光潔度好,精度好,接的弧順
超音波模具主要功能:
一,超音波模具根據產品的形狀,專業定做不同規格的熱熔製具
二,超音波模具機身緊湊,占用空間小,移動方便
三,超音波機器模具一體式設計,優化瞭因調試模具造成的產品報廢。
四, 超音波模具規格參數:
超音波模具機型 : 非標定做,全部適用
超音波模具外形尺寸: 非標
超音波模具重量: 非標
超音波模具焊接時間: 0.01-9.99sec
超音波模具適用: 塑料焊接,電子通迅,玩具,文具,日用品,禮品,汽車等行業等。
目前超音波模具材質:一、鋁鈦合金(7075、2024、6061-T651):7075:一般使用振動系統及HORN製造,硬度高、熱傳導性強、韌性佳。2024:一般使用於HORN製造,韌性佳、熱傳導性強、硬度適中,用於一般熔接塑膠製品。6061:一般使用底模製造或較低出力之HORN,韌性佳、硬度比2024次之。二、SCM8:一般用於埋植鏍絲、金屬鑲入,韌性極佳、硬度高、熱傳導較2024次之。三、鈦合金:一般用於連續發振時機,韌性極高,熱傳導佳,硬度高,而成本昂貴。目前底模治具材質:一、鋁合金、鋁鈦合金:通用於金屬或塑膠製品。二、45C中碳鋼:適用於PVC盒、泡殼等齒形成形治具及其他較硬之金屬或非金屬,如塑鋼、PBT等。三、SS41鐵材:適用一般性金屬製品或較硬之非金屬。四、環氧樹脂:適用不規則形狀之塑膠製品。五、PUT樹脂:適用著重外觀,出力小,熔接時間短之塑膠製品。六、電木:適用於一般平麵熔接之塑膠製品,或超音波振盤之治具。
安裝與調試(一)、裝設程序: 1、 本焊機應安置在堅固,水平的工作臺上。超音波焊接機器後麵應留有大於150mm的空間,以利通風散熱。 2、 為確保安全操作,本機必須可靠接地,對地電阻必須小於4歐姆。 3、 將三苡控製電線兩頭分別插入焊機後方三腳插座,並旋緊螺母。 4、 將選擇開關置於手動位置。 5、 鎖緊升降的四隻螺釘,以固定超聲振頭,但切勿用力過度,以免滑牙。 6、 將上焊模與超聲振頭之接觸麵擦乾凈,用螺絲接合,使用隨機專用扳手鎖緊,鎖緊力距為25牛頓/米。 7、 把外氣源的氣管接入焊接機的空氣濾凈器。 8、 音波檢驗程序: 為發揮焊機的最佳使用效果,維護焊機的性能及安全生產,每次使用機器或更換焊模,必須調整焊機發振系統與振動系統的發振程度,因此該項音波檢測程序非常重要。 A、 檢測前,上焊模與超聲振頭兩者必須密合鎖緊,檢驗時上焊模切勿接觸工件。 B、 合上電源開關,此時電源指示燈亮. C、 打開側蓋板之門頁。 D、 將選擇開關按至音波檢測檔位置,觀測振幅表之指示值,每次音波檢測開關不 能連續按下超過3秒。 E、 順逆旋轉音波檢測螺絲使振幅表指針在最低刻度值位置。註意:振幅表指針能調到1.2(或100)刻度值以下,且確保為最低刻度位置,焊機的發振系統與振動系統譜振最好。 [註意]: 1. 調節音波選擇螺絲,振幅表之指針會左右擺動,但並非表示功率輸出之大小,而僅表示發振系統與振動系統之諧振程度,指示刻度值越小,則表示諧振程度越佳。 2. 振幅表在空載發振時,表示諧振程度,負載發振時表示輸出能量。 3. 焊接前務必做音波檢測,以確保發振系統與振動系統之諧振。 4. 更換焊模後,切記一定要做音波檢測程序。 5. 調整時,如果過載指示燈發亮,則立即放開音波檢驗鈕,約過1秒鐘後,再轉動音波調整螺絲作音波選擇調整. 6. 正確的調諧非常重要,如果無法調較到正常狀態,不能達到音波檢測程序第5項 的要求時,請即送修,不可勉強使用,以免擴大故障。 7. 工作氣壓不能超過5kg/cm. 8. 校模程序: 為達到機器最大能量,上焊模與工件間的距離應盡量縮短,但仍應留有必要的距離,以便工件的放置和取出。升降臺的最大行程為75mm,因此在校模前,在確定上焊模在最大行程時,不會接觸工件。 a) 將選擇開關置於手動位置,調較壓力調整旋鈕,使壓力表指示在0.2Mpa左右,(大約能使焊頭上升之最小壓力) b) 置下焊模於工作臺麵,再放工件於下焊模內。 c) 放松機體的鎖緊搖手,轉動升降手輪,使上焊模與工件之距離大於75mm,扳緊鎖緊搖手。 d) 雙手按下兩個下降按鈕,使上焊模下降。 e) 放松四支振頭固定螺絲,旋轉上焊模以配合工件,然後再鎖緊四支振頭固定螺絲。 f) 松開止赴螺絲,旋轉止赴螺絲(M12x1),使之與升降臺接觸。按緊急上升按鈕,使上焊模上升,再旋轉止赴螺絲約7mm。 g) 雙手按下兩個下降按鈕,使上焊模下降。放松機體鎖緊搖手,轉動升降手輪,慢慢將上焊模下降,同時移動下焊模,使工作麵與上焊模接觸吻合均勻,鎖緊機體鎖緊搖手。 h) 按緊急上升按鈕,使焊頭上升,旋轉止赴螺絲,大約下降2mm,具體尺寸視工件而定,使操作時止赴螺絲與升降脫離接觸。但當下焊模沒有工件時,止赴螺絲能夠阻止上焊模與下焊模觸碰,保護機件不致損壞. i) 用螺絲壓板固定好下焊模於工作臺上. j) 以上操作是校模步驟.更精確之校模,須在試焊時,一麵觀察,一麵調整,可用復寫紙在工件與上焊之間,觀察上焊模下壓後,白紙上顯示的壓痕,根據壓痕的深淺,用薄墊片墊調下焊模底部,使工件的焊接麵受壓均勻.
專業二手超音波供應商傾力打造最優質服務,努力做到最低的價格,最優評價的售後,提供最優質的二手超音波焊接設備,定做最合理的超音波模具,為客戶製造出最優質的焊接產品。雙贏模式 渠道合作、資源整合。超音波機出售、出租、超音波模具設計製作、超音波機維修,超音波焊接代加工。提供全方位服務。為客戶解決各種焊接難題。
深圳恒力信超音波設備有限公司麵向全國長期大量低價供應性能穩定的二手超音波焊接機/二手高週波/塑料焊接設備,專業人員免費打板出樣,製作各類塑料焊接模具,提供有免費的設備保修期。有此需求請與合作,攜手共創商機。
公司主營:高週波機器,超音波塑料焊接機,高週波維修、超音波維修,高週波模具,超音波模具。二手高週波機、二手超音波焊接機。代客超音波焊接加工.高週波加工。 公司官網http://www.szhlxgs.com




批發市場僅提供代購諮詢服務,商品內容為廠商自行維護,若有發現不實、不合適或不正確內容,再請告知我們,查實即會請廠商修改或立即下架,謝謝。



