




| 加工定製 | 是 | 作用對象 | 金屬 | 工藝類型 | 沖壓成型模 |
| 主要加工設備 | 數控轉塔沖床 | 適用范圍 | 汽車,電子,傢電 | 工序組合類型 | 復合模 |




o 產品基本信息
o 商品名稱:數控沖床模具
(適用於AMADA、金方圓、臺勵福、亞威、大同、匯力、史翠柏、梁發記、揚力、漢智、盛通、東和等數控沖床)
o 作用對象:金屬(冷板、不銹鋼、銅材等)
o 適用機床:□數控沖床 □折彎機 □母線機
o 加工能力:100000套/每月
o 主要加工設備:CNC全套數控設備
o 工序組合類型:沖裁模具,單工序模
o 適用行業:鈑金企業
數控轉塔沖床模具也稱數控沖床模具,通常由上模、下模、模座三部分組成。進一步細分為8個小部分:
數控轉塔沖床模具的基本組成
1.上模;2.退料板;3.下模;4.彈簧;5.刀具工位;6.上模座;7.下模座;8.模座。
模具類型各式各樣,這裡僅列舉幾種特殊模具:
1、多孔模
多孔模是指一副模具可以同時沖多個孔,對沖孔板而言,效率可以數倍的提高。製作多孔模時應該保證孔與孔之間,孔與板材邊緣之間的最小距離不能小於板厚的兩倍,距離太小,會造成板材的扭曲、變形,影響加工效果,下模孔與孔之間的連接出也容易斷裂。
2、百葉窗和橋型模
百頁窗模具和橋型模屬於沖切加拉伸成型類模具,屬於機櫃常用模具。下圖為這兩種模具示意圖。
3、沉孔模和壓筋模
沉孔模和壓筋模屬於擠壓成型類模具。壓筋模主要用於平板麵壓小圓弧凹槽等於板麵的加強筋效果,加工簡單美觀。
4加工工位
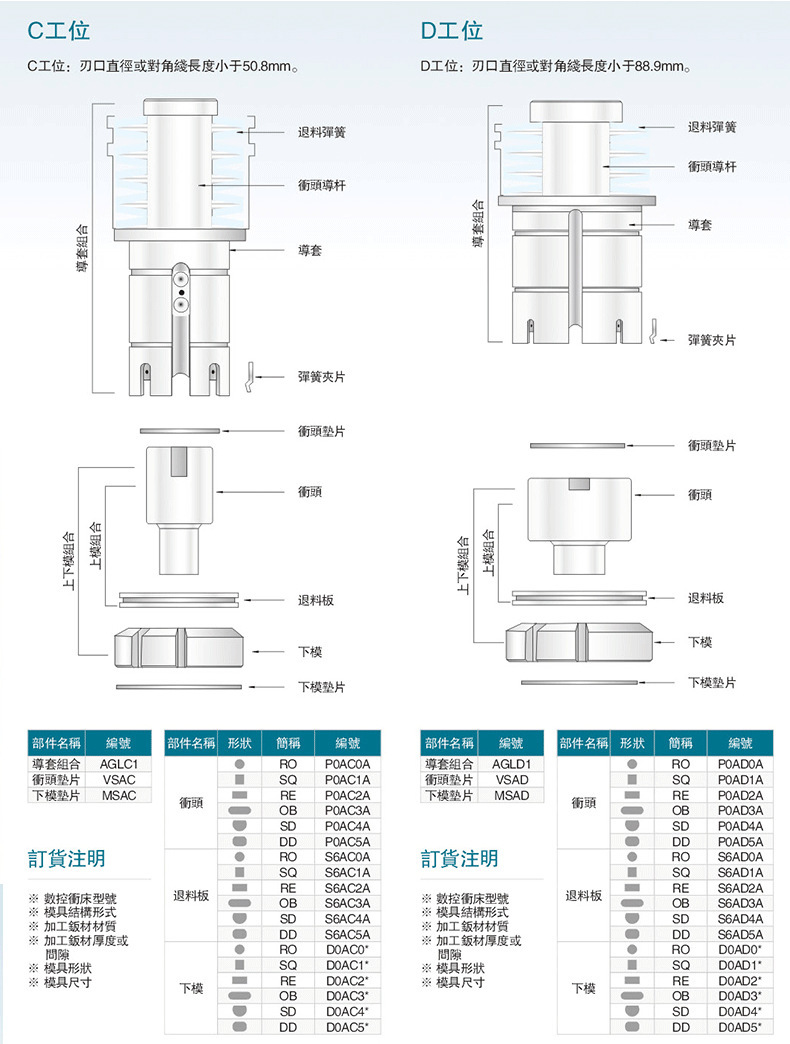
通用厚轉塔沖床模具一般按模具能加工的孔徑尺寸進行分級,方便模具的選用。通常分為A、B、C、D、E五檔。
A(1/2”)工位:加工范圍Ø1.6~Ø12.7mm
B(1-1/2”)工位:加工范圍Ø12.7~Ø31.7mm
C(2”) 工 位:加工范圍Ø31.7~Ø50.8mm
D(3-1/2”)工位:加工范圍Ø50.8~Ø88.9mm
E(4-1/2”)工位:加工范圍Ø88.9~Ø114.3mm
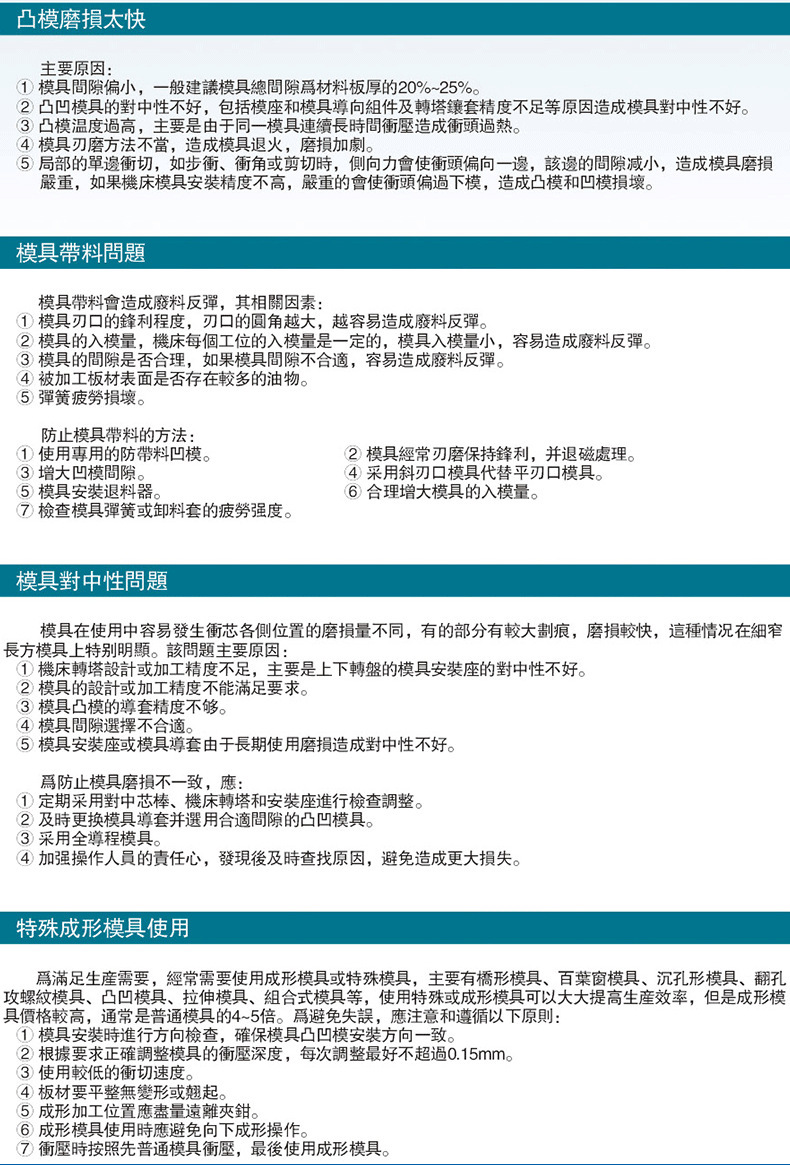
5怎麼使用和維護數控轉塔沖床模具














上模材質:SKH51
沖不銹鋼,較常規的skd系列的模具,韌性和耐磨性都有較大的差別。
我司材質:SKH-51,別名高速鋼,又名風鋼或鋒鋼,意思是淬火時即使在空氣中冷卻也能硬化,並且很鋒利。
它是一種成分復雜的合金鋼,含有鎢、鉬、鉻、釩、鈷等碳化物形成元素。合金元素總量達10~25%左右。它在高速切削產生高熱情況下(約500℃)仍能保持高的硬度,HRC能在60以上。這就是高速鋼最主要的特性——紅硬性。
其它廠傢所用材質:而碳素工具鋼經淬火和低溫回火後,在室溫下雖有很高的硬度,但當溫度高於200℃時,硬度便急劇下降,在500℃硬度已降到與退火狀態相似的程度,完全喪失瞭切削金屬的能力,這就限製瞭碳素工具鋼製作切削工具用。而高速鋼由於紅硬性好,彌補瞭碳素工具鋼的致命缺點,可以用來製造切削工具。
這也是常規磨具不耐用、不耐磨的主要原因,材料不用好的材料,如何保證模具的壽命?
下模的材質為DC53
DC53是日本大同特殊鋼對SKD11進行改良的新型冷作模具鋼,其技術規范載於日本工業標準(JIS)G4404。它克服瞭SKD11高溫回火硬度和韌性不足的弱點,將在通用及精密模具領域全麵取代SKD11的高強韌性通用冷作模具鋼。
在熱處理適當的情況下強度、韌性都很優秀,高溫回火硬度可達到62~63HRC。
DC53的韌性在冷作模具鋼中較為突出,用DC53製造的工具很少出現裂紋和開裂,大大提高瞭使用壽命。
線切割加工後的殘餘應力,經高溫回火減少瞭殘餘應力。因此,大型模具和要求精密之模具在線切割加工後的裂紋和變形得到抑製。
部分下模因為材質的問題,導致邊緣開裂等情況,選用材料是基礎。

訂購說明:在您購買時請提供以下信息
數控沖床品牌
數控沖床型號
數控沖床模具工位結構
厚塔85/厚塔90/厚塔MATE/簿塔140/村田/厚塔重載/母線機模等系列
(模具高度系列或者外徑決定瞭我們生產時的數據)
所沖板材材質厚度或間隙
所訂購部件:整套(例上模/下模/退板等)
模具規格形狀尺寸:B-RE 30*5 (OB、SQ、RE)
您在線交易拍的話,您務必提供詳細的收貨人及地址電話,是否急件


批發市場僅提供代購諮詢服務,商品內容為廠商自行維護,若有發現不實、不合適或不正確內容,再請告知我們,查實即會請廠商修改或立即下架,謝謝。



