



| 加工定製 | 是 | 作用對象 | 金屬 | 工藝類型 | 沖裁模 |
| 適用范圍 | 電子 | 工序組合類型 | 復合模 |

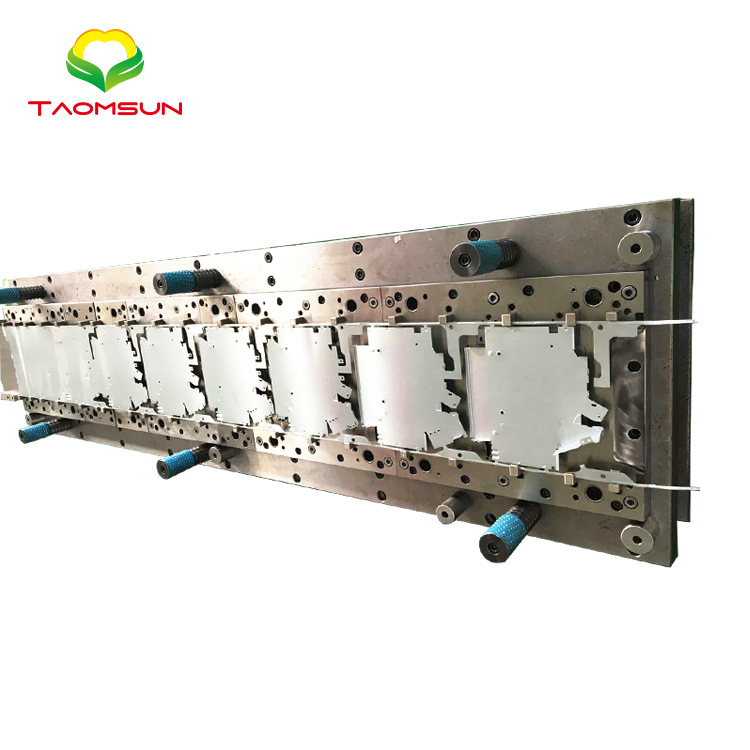
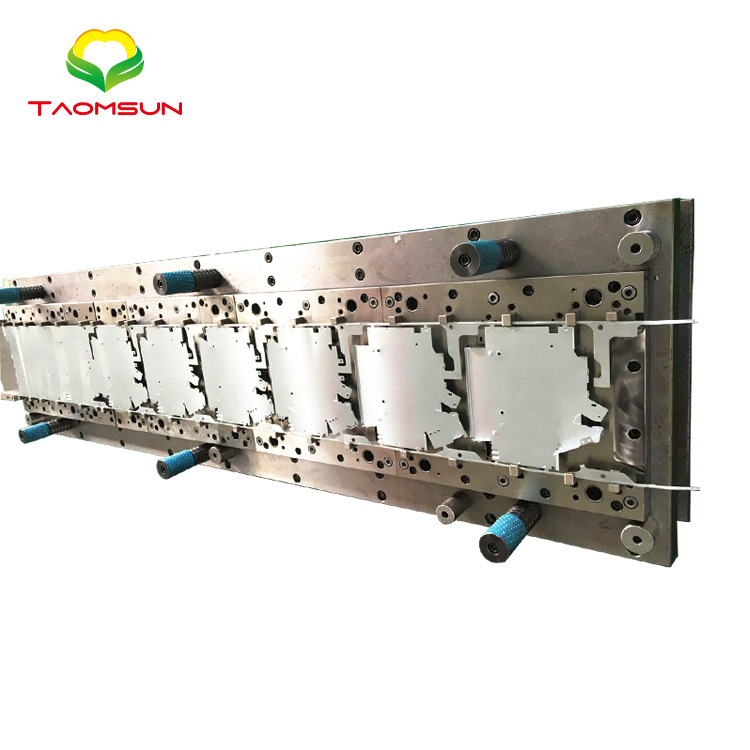
五金沖壓模具製作流程
一.毛胚材料加工:
1.銑六麵對角尺(垂直度誤差不大於0.1/300),同一付料長寬尺寸一致即可,厚度留0.2mm磨量(需淬火件留0.5mm磨量);棱邊倒角。
2.磨上下兩平麵,(需淬火工件留0.3mm)
二.機加工:
1.根據圖紙分別鉆、攻各螺釘牙孔及過孔以及穿絲孔等;
2.銑各漏料孔或成形部分;
3.熱處理後,工件需磨上下兩平麵及基準邊;
4.車加工各回轉件,公差按圖要求。
☆所有銷釘孔都不能先加工:需熱處理的鉆穿絲孔,其餘都在裝配是配鉆鉸
三線割:
按圖紙規定的配合要求線割各個成型部分。
導柱、導套與模架緊配合;
沖頭與固定板過渡配合;
銷釘與各孔均為過渡配合。
四.裝配:
1.先按圖裝配模架,確保導柱、導套與模架垂直並運動順暢;
2.在模架上先固定凹模,按圖紙給定間隙將相應厚度的銅皮均勻地放在凹周
邊,再裝入凸模,試沖紙片確定四周毛刺均勻後,緊固凸、凹模並配打銷釘。
(如果是復合模,還需對好沖頭間隙再固定凸、凹模)。
3.之後再裝好卸料及頂出機構
五.模具整體加工順序:
1.優先加工需要熱處理的工件
2.其次加工需要線切割的工件
3.然後加工模架部件即上托和底座
4.再後加工其它部件。
5.裝配、試模

新手教學


批發市場僅提供代購諮詢服務,商品內容為廠商自行維護,若有發現不實、不合適或不正確內容,再請告知我們,查實即會請廠商修改或立即下架,謝謝。


