



| 品牌 | THK | 型號 | 6206 | 內徑 | 50(mm) |
| 外徑 | 60(mm) | 厚度 | 10(mm) | 重量 | 1(kg) |
| 載荷方向 | 徑向 | 承載機理 | 固體摩擦 | 潤滑劑 | 脂潤滑 |
| 油潤滑方法 | 滴油潤滑 | 潤滑狀態 | 邊界潤滑 | 軸瓦材料 | 鋁基合金 |
| 用途 | 通用 | 使用特性 | 高溫 | 樣品或現貨 | 現貨 |
| 是否標準件 | 標準件 | 是否進口 | 進口 | 加工定製 | 是 |
1簡介編輯
◎是將回轉運動轉化為直線運動,或將直線運動轉化為回轉運動的理想的產品。
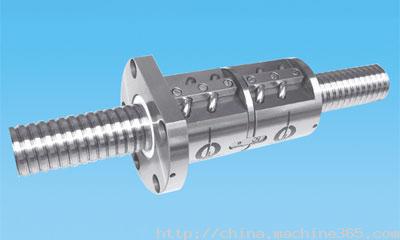
◎滾珠絲杠由螺桿、螺母、鋼球、預壓片、反向器、防塵器組成。它的功能是將旋轉運動轉化成直線運動,這是艾克姆螺桿的進一步延伸和發展,這項發展的重要意義就是將軸承從滑動動作變成滾動動作。由於具有很小的摩擦阻力,滾珠絲杠被廣泛應用於各種工業設備和精密機器。
滾珠絲杠是工具機和精密機械上最常使用的傳動元件,其主要功能是將旋轉運動轉換成線性運動,或將扭矩轉換成軸向反復作用力,同時兼具高精度、可逆性和高效率的特點。
滾珠絲杠主要參數為:公稱直徑與導程。
2原理編輯
1、按照國標GB/T17587.3-1998及應用實例,滾珠絲杠(已基本取代梯形絲桿,俗稱絲桿)是用來將旋轉運動轉化為直線運動;或將直線運動轉化為旋轉運動的執行元件,並具有傳動效率高,定位準確等
2、當滾珠絲杠作為主動體時,螺母就會隨絲桿的轉動角度按照對應規格的導程轉化成直線運動,被動工件可以通過螺母座和螺母連接,從而實現對應的直線運動。
3用途編輯
滾珠絲杠軸承為適應各種用途,提供瞭標準化種類繁多的產品。廣泛應用於機床,滾珠的循環方式有循環導管式、循環器式、端蓋式。預壓方式有定位預壓(雙螺母方式、位預壓方式)、定壓預壓。可根據用途選擇適當類型。絲桿有高精度研磨加工的精密滾珠絲杠(精度分為從CO-C7的6個等級)和經高精度冷軋加工成型的冷軋滾珠絲杠軸承(精度分為從C7-C10的3個等級)。另外,為應付用戶急需交貨的情況,還有已對軸端部進行瞭加工的成品,可自由對軸端部進行追加工的半成品及冷軋滾珠絲杠軸承。作為此軸承的周邊零部件,在使用所必要的絲杠支撐單元、螺母支座、鎖緊螺母等也已被標準化瞭,可供用戶選擇使用。
滾珠絲杠軸承以多年來所累積製品技術為基礎,從材料、熱外理、製造、檢查至出貨,都是以嚴謹的品保製度來加以管理,因此具有高信賴性。
應用
超高DN值滾珠絲杠:高速工具機,高速綜合加工中心機
端蓋式滾珠絲杠:快速搬運系統,一般產業機械,自動化機械
高速化滾珠絲杠:CNC機械、精密工具機、產業機械、電子機械、高速化機械
精密研磨級滾珠絲杠:CNC機械,精密工具機,產業機械,電子機械,輸送機械,航天工業,其它天線使用的致動器、閥門開關裝置等
螺帽旋轉式(R1)系列滾珠絲杠:半導體機械、產業用機器人、木工機、雷射加工機、搬送裝置等
軋製級滾珠絲杠:低摩擦、運轉順暢的優點,同時供貨迅速且價格低廉
重負荷滾珠絲杠:全電式射出成形機、沖壓機、半導體製造裝置、重負荷製動器、產業機械、鍛壓機械
4類型編輯
常用的循環方式有兩種:外循環和內循環。滾珠在循環過程中有時與絲杠脫離接觸的稱為外循環;始終與絲杠保持接觸的稱為內循環。滾珠每一個循環閉路稱為列,每個滾珠循環閉路內所含導程數稱為圈數。內循環滾珠絲杠副的每個螺母有2列、3列、4列、5列等幾種,每列隻有一圈;外循環每列有1.5圈、2.5圈和3.5圈等幾種。
1) 外循環:外循環是滾珠在循環過程結束後通過螺母外表麵的螺旋槽或插管返回絲杠螺母間重新進入循環。如圖2-3所示,外循環滾珠絲杠螺母副按滾珠循環時的返回方式主要有端蓋式、插管式和螺旋槽式。 圖2-3 常用外循環方式(a)端蓋式;(b)插管式;(c)螺旋槽式如圖2-3(a)所示是端蓋式,在螺母上加工一縱向孔,作為滾珠的回程通道,螺母兩端的蓋板上開有滾珠的回程口,滾珠由此進入回程管,形成循環。如圖2-3(b)所示為插管式,它用彎管作為返回管道,這種結構工藝性好,但是由於管道突出螺母體外,徑向尺寸較大。如圖2-3(c)所示為螺旋槽式,它是在螺母外圓上銑出螺旋槽,槽的兩端鉆出通孔並與螺紋滾道相切,形成返回通道,這種結構比插管式結構徑向尺寸小,但製造較復雜。外循環滾珠絲杠外循環結構和製造工藝簡單,使用廣泛。其缺點是滾道接縫處很難做得平滑,影響滾珠滾道的平穩性。
2) 內循環:如圖2-4所示為內循環滾珠絲杠。內循環均采用反向器實現滾珠循環,反向器有兩種類型。如圖2-4(a)所示為圓柱凸鍵反向器,它的圓柱部分嵌入螺母內,端部開有反向槽2。反向槽靠圓柱外圓麵及其上端的圓鍵1定位,以保證對準螺紋滾道方向。如圖2-4(b)所示為扁圓鑲塊反向器,反向器為一般圓頭平鍵鑲塊,鑲塊嵌入螺母的切槽中,其端部開有反向槽3,用鑲塊的外輪廓定位。兩種反向器比較,後者尺寸較小,從而減小瞭螺母的徑向尺寸及縮短瞭軸向尺寸。但這種反向器的外輪廓和螺母上的切槽尺寸精度要求較高。 圖為端蓋式循環,僅供參考。
種類選擇
滾珠絲杠的螺母,根據鋼球的循環方式可分為:彎管式、循環器式、端蓋式。這三種循環方式的特長。
彎管式
(SBN、BNF、BNT、BNFN、BIF 和 BTK型)這些型號,搜索的到。
循環式導片式(HBN型)
這些型號是最典型的螺母,通過使用彎管讓鋼球經行循環。鋼球從絲桿軸的溝槽中掬取進入彎管後,再回到溝槽中,做無限循環運動。
循環器式
(DK、DKN、DIK、JPF 和 DIR型)
這些型號是最小型的螺母,通過循環器改變鋼球的行進方向,越過絲桿軸外徑回到原位,做無限循環運動。
端蓋式
(SBK、SDA、SBKH、WHF、BLK、WGF、BLW、WTF、CNF 和 BLR型)
這些型號是最合適高速給進的螺母。鋼球利用端蓋,從絲桿軸的溝槽中被掬取到螺母的通孔裡,通過通孔又回到溝槽中,做無限循環運動。
5特點編輯
滑動絲杠副和驅動力相比1/3
由於滾珠絲杠副的絲杠軸與絲杠螺母之間有很多滾珠在做滾動運動,所以能得到較高的運動效率。與過去的滑動絲杠副相比驅動力矩達到1/3以下,即達到同樣運動結果所需的動力為使用滑動絲杠副的1/3。在省電方麵很有幫助。
高精度的保證
滾珠絲杠副是一般是用世界最高水平的機械設備連貫生產出來的,特別是在研削、組裝、檢查各工序的工廠環境方麵,對溫度、濕度進行瞭嚴格的控製,由於完善的品質管理體製使精度得以充分保證。
微進給可能
滾珠絲杠副由於是利用滾珠運動,所以啟動力矩極小,不會出現滑動運動那樣的爬行現象,能保證實現精確的微進給。
無側隙、剛性高
滾珠絲杠副可以加與預壓,由於預壓力可使軸向間隙達到負值,進而得到較高的剛性(滾珠絲杠內通過給滾珠加予壓力,在實際用於機械裝置等時,由於滾珠的斥力可使絲母部的剛性增強)。
高速進給可能
滾珠絲杠由於運動效率高、發熱小、所以可實現高速進給(運動)。
◎精度公差:P5 .P7 --
6保護編輯
滾珠絲杠的保護
滾珠絲杠副可用潤滑來提高耐磨性及傳動效率。潤滑劑分為潤滑油及潤滑脂兩大類。潤滑油用機油、90~180號透平油或140號主軸油。潤滑脂可采用鋰基油脂。潤滑脂加在螺紋滾道和安裝螺母的殼體空間內,而潤滑油通過殼體上的油孔註入螺母空間內。
滾珠絲杠副和其它滾動摩擦的傳動元件,隻要避免磨料微粒及化學活性物質進入,就可以認為這些元件幾乎是不產生磨損的情況下工作的。但如果在滾道上落入臟物,或使用骯臟的潤滑油,不僅會妨礙滾珠的正常運轉,而且使磨損急劇增加。
通常采用毛氈圈對螺母副進行密封,毛氈圈的厚度為螺距的2~3倍,而且內孔做成螺紋的形狀,使之緊密地包住絲杠,並裝入螺母或套筒兩端的槽孔內。密封圈除瞭采用柔軟的毛氈之外,還可以采用耐油橡膠或尼龍材料。由於密封圈和絲杠直接接觸,因此防塵效果較好,但也增加瞭滾珠絲杠螺母副的摩擦阻力矩。為瞭避免這種摩擦阻力矩,可以采用由較硬塑料製成的非接觸式迷宮密封圈,內孔做成與絲杠螺紋滾道相反的形狀,並留有一定的間隙。
對於暴露在外麵的絲杠,一般采用螺旋剛帶、伸縮套筒、錐形套筒以及折疊式塑料或人造革等形式的防護罩,以防止塵埃和磨粒粘附到絲杠表麵。除與導軌的防護罩相似外,這幾種防護罩一端連接在滾珠螺母的端麵,另一端固定在滾珠絲杠的支承座上。這樣就可以更加的牢固瞭。
7主要參數編輯
螺紋的主要參數
1)外徑d(大徑)(D)——與外螺紋牙頂相重合的假想圓柱麵直徑——亦稱公稱直徑
2)內徑(小徑)d1(D1)——與外螺紋牙底相重合的假想圓柱麵直徑,在強度計算中作危險剖麵的計算直徑
3)中徑d2——在軸向剖麵內牙厚與牙間寬相等處的假想圓柱麵的直徑,近似等於螺紋的平均直徑 d2≈0.5(d+d1)
4)螺距P——相鄰兩牙在中徑圓柱麵的母線上對應兩點間的軸向距離
5)導程(S)——同一螺旋線上相鄰兩牙在中徑圓柱麵的母線上的對應兩點間的軸向距離
6)線數n——螺紋螺旋線數目,一般為便於製造n≤4螺距、導程、線數之間關系:L=nP
7)螺旋升角ψ——在中徑圓柱麵上螺旋線的切線與垂直於螺旋線軸線的平麵的夾角。
8)牙型角α——螺紋軸向平麵內螺紋牙型兩側邊的夾角9)牙型斜角β——螺紋牙型的側邊與螺 紋軸線的垂直平麵的夾角。對稱牙型
各種螺紋(除矩形螺紋)的主要幾何尺寸可查閱有關標準——公稱尺寸為螺紋外徑對管螺紋近似等於管子的內徑。
螺旋副的自鎖條件為:
螺旋副的傳動效率為:
克服軸向力Q勻速上升所需的圓周力
8檢測與維修編輯
滾珠絲杠所產生故障是多種多樣的,沒有固定的模式。有的故障是漸發性故障,要有一個發展的過程,隨著使用時間的增加越來越嚴重;有時是突發性故障, 一般沒有明顯的征兆,而突然發生,這種故障是各種不利因素及外界共同作用而產生的。所以通過正確的檢測來確定真正的故障原因,是快速準確維修的前提。
1)滾珠絲杠螺母副及支撐系統間隙的檢測與修理
當數控機床出現反向誤差大、定位精度不穩定、過象限出現刀痕時,首先要檢測絲杠系統有沒有間隙。檢測的方法有:用百分表配合鋼球放在絲杠的一端中心孔 中,測量絲杠的軸向竄動,另一塊百分表測量工作臺移動。正反轉動絲杠,觀察兩塊百分表上反映的數值,根據數值不同的變化確認故障部位。
a)絲杠支撐軸承間隙的檢測與修理
如測量絲杠的百分表在絲杠正反向轉動時指針沒有擺動,說明絲杠沒有竄動。如百分表指針擺動,說明絲杠有竄動現象。該百分表最大與最小測量值之差就是絲杠 的軸向竄動的距離。這時,我們就要檢查支撐軸承的背帽是否鎖緊、支撐軸承是否已磨損失效、預加負荷軸承墊圈是否合適。如果軸承沒有問題,隻要重新配做預加 負荷墊圈就可以瞭。如果軸承損壞,需要把軸承更換掉,重新配做預加負荷墊圈,再把背帽背緊。絲杠軸向竄動大小主要在於支撐軸承預加負荷墊圈的精度。絲杠安 裝精度最理想的狀態是沒有正反間隙,支撐軸承還要有0.02mm左右的過盈。
b)滾珠絲杠雙螺母副產生間隙的檢測與維修
通過檢測,如果確認故障不是由於絲杠竄動引起的。那就要考慮是否是絲杠螺母副之間產生瞭間隙,這種情況的檢測方法基本與檢測絲杠竄動相同。用百分表測量與螺母相連的工作臺上,正反向轉動絲杠,檢測出絲杠與螺母之間的最大間隙,然後進行調整。
當數控機床出現反向誤差大、定位精度不穩定、過象限出現刀痕時,首先要檢測絲杠系統有沒有間隙。檢測的方法有:用百分表配合鋼球放在絲杠的一端中心孔 中,測量絲杠的軸向竄動,另一塊百分表測量工作臺移動。正反轉動絲杠,觀察兩塊百分表上反映的數值,根據數值不同的變化確認故障部位。
a)絲杠支撐軸承間隙的檢測與修理
如測量絲杠的百分表在絲杠正反向轉動時指針沒有擺動,說明絲杠沒有竄動。如百分表指針擺動,說明絲杠有竄動現象。該百分表最大與最小測量值之差就是絲杠 的軸向竄動的距離。這時,我們就要檢查支撐軸承的背帽是否鎖緊、支撐軸承是否已磨損失效、預加負荷軸承墊圈是否合適。如果軸承沒有問題,隻要重新配做預加 負荷墊圈就可以瞭。如果軸承損壞,需要把軸承更換掉,重新配做預加負荷墊圈,再把背帽背緊。絲杠軸向竄動大小主要在於支撐軸承預加負荷墊圈的精度。絲杠安 裝精度最理想的狀態是沒有正反間隙,支撐軸承還要有0.02mm左右的過盈。
b)滾珠絲杠雙螺母副產生間隙的檢測與維修
通過檢測,如果確認故障不是由於絲杠竄動引起的。那就要考慮是否是絲杠螺母副之間產生瞭間隙,這種情況的檢測方法基本與檢測絲杠竄動相同。用百分表測量與螺母相連的工作臺上,正反向轉動絲杠,檢測出絲杠與螺母之間的最大間隙,然後進行調整。
方法如圖2所示,調整墊片4的厚度,使左右兩螺母1、2產生軸向位移,從而消除滾珠絲杠螺母副間隙和產生預緊力。因絲杠螺母副的結構不同,所以調整方法也不同,這裡不一一列舉。
c)單螺母副的檢測與維修
對於單螺母滾珠絲杠,絲杠螺母副之間的間隙是不能調整的。如檢測出絲杠螺母副存在間隙。首先檢查絲杠和螺母的螺紋圓弧是否已經磨損,如磨損嚴重,必須更換全套絲杠螺母。
如檢查磨損輕微,就可以更換更大直徑的滾珠來修復。首先檢測出絲杠螺母副的最大間隙,換算成滾珠直徑的增加,然後選配合適的滾珠重新裝配。這樣的維修是比較復雜,所需時間長,要求技術水平高。
d)螺母法蘭盤與工作臺連接沒有固定好而產生的間隙
這個問題一般容易被人忽視,因機床長期往復運動,固定法拉盤的螺釘松動產生間隙,在檢查絲杠螺母間隙時最高把該故障因素先排除,以免在修理時走彎路。
e)滾珠絲杠螺母副運動不平穩、噪音過大等故障的維修。
滾珠絲杠螺母副運動不平穩和噪音過大,大部分是由於潤滑不良造成的,但有時也可能因伺服電機驅動參數未調整好造成的。
c)單螺母副的檢測與維修
對於單螺母滾珠絲杠,絲杠螺母副之間的間隙是不能調整的。如檢測出絲杠螺母副存在間隙。首先檢查絲杠和螺母的螺紋圓弧是否已經磨損,如磨損嚴重,必須更換全套絲杠螺母。
如檢查磨損輕微,就可以更換更大直徑的滾珠來修復。首先檢測出絲杠螺母副的最大間隙,換算成滾珠直徑的增加,然後選配合適的滾珠重新裝配。這樣的維修是比較復雜,所需時間長,要求技術水平高。
d)螺母法蘭盤與工作臺連接沒有固定好而產生的間隙
這個問題一般容易被人忽視,因機床長期往復運動,固定法拉盤的螺釘松動產生間隙,在檢查絲杠螺母間隙時最高把該故障因素先排除,以免在修理時走彎路。
e)滾珠絲杠螺母副運動不平穩、噪音過大等故障的維修。
滾珠絲杠螺母副運動不平穩和噪音過大,大部分是由於潤滑不良造成的,但有時也可能因伺服電機驅動參數未調整好造成的。
2)軸承、絲杠螺母副潤滑不良
機床在工作中如產生噪音和振動,在檢測機械傳動部分沒有問題後,首先要考慮到潤滑不良的問題,很多機床經過多年的運轉,絲杠螺母自動潤滑系統往往堵塞, 不能自動潤滑。可以在軸承、螺母中加入耐高溫、耐高速的潤滑脂就可以解決問題。潤滑脂能保證軸承、螺母正常運行數年之久。
機床在工作中如產生噪音和振動,在檢測機械傳動部分沒有問題後,首先要考慮到潤滑不良的問題,很多機床經過多年的運轉,絲杠螺母自動潤滑系統往往堵塞, 不能自動潤滑。可以在軸承、螺母中加入耐高溫、耐高速的潤滑脂就可以解決問題。潤滑脂能保證軸承、螺母正常運行數年之久。
3)伺服電機驅動問題
有的機床在運動中產生振動和爬行,往往檢測機械部分均無問題,不管怎樣調整都不能消除振動和爬行。經仔細檢查,發現伺服電機驅動增益參數不適合實際運行狀況。調整增益參數後,就可消除振動和爬行。

有的機床在運動中產生振動和爬行,往往檢測機械部分均無問題,不管怎樣調整都不能消除振動和爬行。經仔細檢查,發現伺服電機驅動增益參數不適合實際運行狀況。調整增益參數後,就可消除振動和爬行。
新手教學


批發市場僅提供代購諮詢服務,商品內容為廠商自行維護,若有發現不實、不合適或不正確內容,再請告知我們,查實即會請廠商修改或立即下架,謝謝。