模具頂針 塑膠頂針 模具配件 射桿 推梢 氮化SKD-61 直徑0.8MM
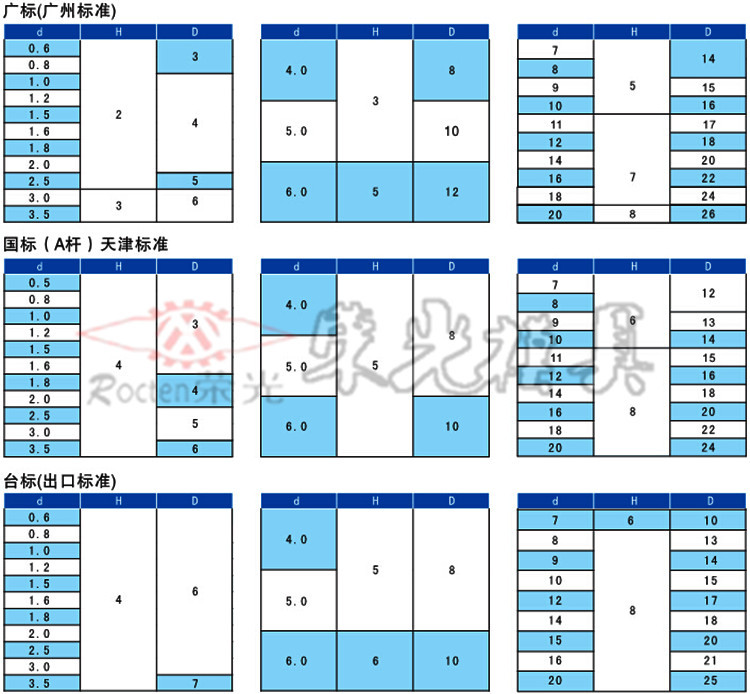
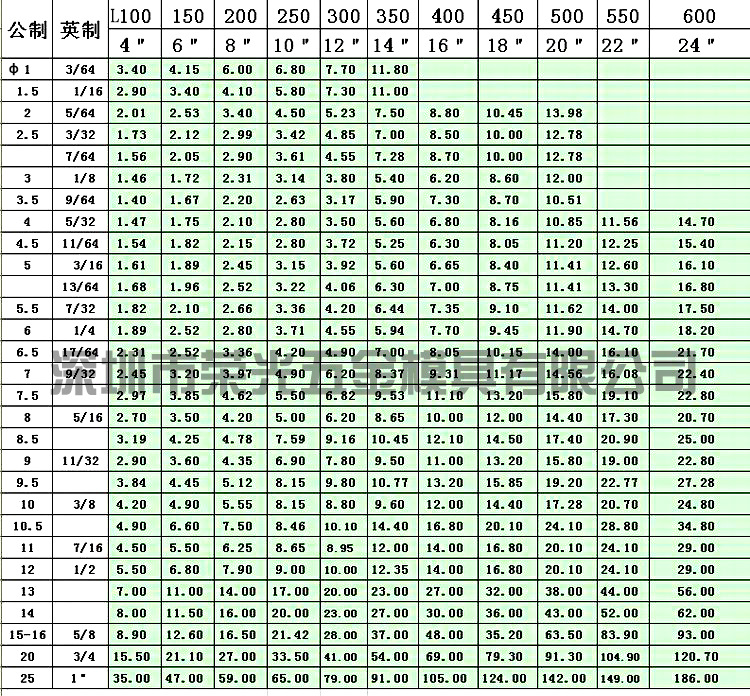
規格型號:直徑0.8MM
長 度:100MM 150MM 200MM 250MM 300MM
硬度 :HRC65-68
材質:氮化SKD-61(日本進口材質)
單位:支
適用於:塑膠模具



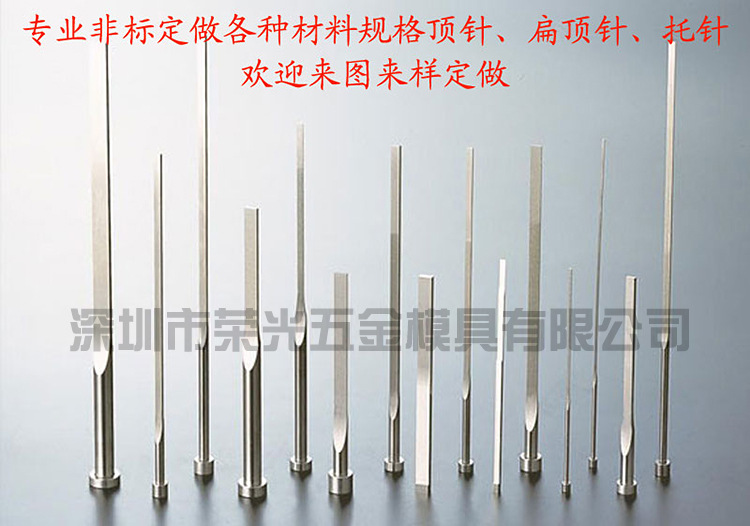



頂針是塑膠模具配件,用於塑膠模具中。
頂針亦可叫推桿、鑲針、中針、托針等,有時候車床用的頂尖也被叫做頂針。頂針的用途:
1).在塑膠模具中,將產品從模具上分離下來,也是最常用的;
2).硬質合金頂針如鎢鋼頂針等,則可以用來通較長較細的孔;
3).頂針也叫頂尖那是裝配在車床或磨床上,用來支持工件並使工件圍繞它轉動的頭部圓錐形金屬圓棒,但是與塑膠模具配件的頂針是完全不一樣的東西;
4).塑膠模具頂針也可用於模具裡麵,它可以起到穩固作用,被叫做鑲針。
塑膠模具頂針的種類有:扁頂針、圓頂針、托針、標準頂針、非標準頂針等
塑膠模具頂針的材質有SKH51、SKD61、SKD11、65Mn等
SKH51頂針韌性較SKD61較優;SKD61頂針可以耐1600℃高溫,SKD61頂針表麵氮化處理後可以很好的提高頂針的耐磨性,65Mn的頂針因為其品質較差,品質較脆容易斷,大部分塑膠模具已不裝配和
使用65Mn材質的頂針。
車床、磨床頂針的標準型號:
固定頂針的標準是GB/T9204.1-1988,回轉頂針的標準是JB/T3580-1998
頂針及配套塑料模具的設計標準
1.頂針小於3㎜的要用兩節頂針。
2.用桿頂出的頂塊,要求桿鑲入頂塊8㎜。頂塊必須有導套,導套要有固定
3.碰到小頂塊不能用螺絲固定的,請設計用銷子定位
4.頂片的R角一定要設計 5.在模具既可以用頂片也可以用頂針脫模的情況下,優先考慮頂針。
6.頂針的透刀剩20-25㎜。
7.頂針板的左右間隙透刀0.5㎜。
8.頂針板必須有下導柱和垃圾釘。
9.頂針板復位盡量優先考慮頂出配件,(除客戶要求彈簧 )
10.頂出盡量采用大一點的頂針(受力和壽命) 。
11.能用斜氣使產品自動脫的前提下,盡量避免用氣頂。
12.型芯、型腔氣門要設計同心(尤其透明產品)。
13.模具設計仔細計算頂出距離,避免導致頂出行程不足。
14.沒有原樣的產品要認真仔細的考慮頂出位置和頂出方式。
15.油缸頂出的模具要將油缸放頂針板上。
16.氣門安裝要從下往上拆卸的。
17.推管裡芯子盡量不要螺絲固定,必須用壓板固定。
18.斜麵上的頂針,頂針臺階設計成長巴形,避免D字形加工不便。
19.斜頂滑腳的固定螺絲下的板設計穿,拆卸方便
20.復位桿對麵位置要設計墊塊鑲入。(加工方便,耐碰)
21.300㎜以下的模具頂出孔設計¢45mm;大於300㎜的模具設計¢60mm(大模具看情況)。
22.400㎜以上的模具頂出孔要5個以上。
23.氣頂在斜麵上的用D字形氣頂。
24.斜頂和方小直頂塊4角要成R角(減少摩擦)。
25.脫料板能設計成頂圈式的盡量設計成頂圈式的。


批發市場僅提供代購諮詢服務,商品內容為廠商自行維護,若有發現不實、不合適或不正確內容,再請告知我們,查實即會請廠商修改或立即下架,謝謝。