如何實現BGA的良好焊接
隨著電子技術的發展,電子元件朝著小型化和高密集成化的方向發展。BGA元件已越來越廣泛地應用到SMT裝配技中來,並且隨著u BGA和CSP的出現,SMT裝配的難度是愈來愈大,工藝要求也愈來愈高。由於BGA的返修的難度頗大,故實現BGA的良好焊接是放在所有SMT工程人員的一個課題。這裡就BGA的保存和使用環境以及焊接工藝等兩大方麵同大傢討論。
BGA的保存及使用
BGA元件是一種高度的溫度敏感元件,所以BGA必須在恒溫乾燥的條件下保存,操作人員應該嚴格遵守操作工藝流程,避免元器件在裝配前受到影響。一般來說,BGA的較理想的保存環境為20℃-25℃,濕度小於10%RH(有氮氣保護更佳)。 ℃
大多數情況下,我們在元器件的包裝未打開前會註意到BGA的防潮處理,同時我們也應該註意到元器件包裝被打後用於安裝和焊接的過程中不可以暴露的時間,以防止元器件受到影響而導致焊接質量的下降或元器件的電氣性能的改變。下表為濕度敏感的等級分類,它顯示瞭在裝配過程中,一旦密封防潮包裝被開,元器件必須被用於安裝,焊接的相應時間。一般說來,BGA屬於5級以上的濕度敏感等級。
表1 濕度敏感等級。等級時間時間1無限製≤30ºC/85% RH2一年≤30ºC/60% RH2a四周≤30ºC/60% RH3168小時≤30ºC/60% RH472小時≤30ºC/60% RH548小時≤30ºC/60% RH5a24小時≤30ºC/60% RH6按標簽時間規定≤30ºC/60% RH
如果在元器件儲藏於氮氣的條件下,那麼使用的時間可以相對延長。大約每4-5小時的乾燥氮氣的作用,可以延長1小時的空氣暴露時間。
在裝配的過程中我們常常會遇到這樣的情況,即元器件的包裝被打開後無法在相應的時間內使用完畢,而且暴露的時間超過瞭表1中規定的時間,那麼在下一次使用之前為瞭使元器件具有良好的可焊性,我們建議對BGA元件進行烘烤。烘烤條件下:溫度為125℃,相對相濕度≤60% RH,烘烤時間參考表2。
烘烤的溫度最不要超過125℃,因為過高的溫度會造成錫球與元器件連接處金相組織變化,而當這些元器件進入回流焊的階段時,容易引起錫球與元器件封裝處的脫節,造成SMT裝配質量問題,我們卻會認為是元器件本身的質量問題造成的。但果烘烤的溫度過低,則無法起到除濕的作用。在條件允許情況下,我們建議在裝配前將元器件烘烤下,有利於消除BGA的內部濕氣,並且提高BGA的耐熱性,減少元器件進入回流焊受到的熱沖擊對器件的影響。BGA元器件在烘烤後取出,自然冷卻半小時才能進行裝配作業。
表2 烘烤時間封裝厚度濕度敏感等級烘烤時間≤1.4MM2a 4小時 37小時 49小時 510小時 5a14小時≤2.0MM2a18小時 324小時 331小時 5a37小時≤4.0MM2a48小時 348小時 348小時 348小時 5a48小時
BGA的焊接工藝要求 在BGA的裝配過程中,每一個步驟,每一樣工具都會對BGA的焊接造成影響。
1.焊膏印刷 (LT-3088半自動高精密印刷機/LT-180A錫膏攪拌機)
焊膏的優劣是影響表麵裝貼生產的一個重要環節。選擇焊膏通常會考慮下幾個方麵:良好的印刷性好的可焊性好的可焊性低殘留物。一般來說,我們采用焊膏的合金成分為含錫63%和含鉛37%的低殘留物型焊膏。
表3顯示瞭如何根據元器件的引腳間距選擇相應的焊膏。從表中可以看出元器件的引腳間別具匠心越,焊膏的錫粉顆越小,相對來說印刷較發好。但並不是說選擇焊膏錫粉顆越小越好,因為從焊接效果來說,錫粉顆粒大的焊膏焊接效果要比錫粉顆粒小的焊膏好。因此,我們在選擇時要從各方麵因素綜合考慮。由於BGA的引腳間較小,絲網模板開孔較小,所以我們采用直徑為45M以下的焊膏,以保證獲得良好的印刷效果。
表3 焊膏錫粉形狀與顆粒直徑引腳間距(MM)1.2710.80.650.50.4錫粉形狀非球型球型球型球型顆粒直徑(um)22-6322-6322-6322-38
印刷的絲網模板一般采用不銹鋼材料。由於BGA元器件的引腳間距較小,故而鋼板的厚度較薄。一般鋼板的厚度為0.12MM-0.15MM。鋼板的開口視元器件的情況而定,通常情況下鋼板的開口略小於焊盤。
例如:外型尺寸為35MM,引腳間別具匠心為1.0MM的PBGA,焊肋直徑為23MIL。我們一般將鋼板的開口的大小控製在21MIL.
在印刷時,通常采用不銹鋼製的60度金屬刮刀。印刷的壓力控製有3.5KG-10KG的范圍內。壓力太大和太小都對印刷不利。印刷的速度控製在10MM/SEC-25MM/SEC之間,元器件的引腳間距愈小,印刷速度愈慢。印刷後的脫離速度一般設置為1MM/SEC之間,如果是 u BGA 或CSP器件脫模速度應更慢大約為0.5MM/SEC。另外,在印刷焊要註意控製操作的環境。工作的場溫度控製在25℃左右,溫度控製在55%RH左右。印刷後的PCB盡量在半小時以內進入回流焊,防止焊膏在空氣中顯露過久而影響質量。
2.器件的放置
BGA的準確貼放很大程度上取決於貼片機的精確度,以及鏡像識別系統的識別能力。就目前市場上各種品牌的多功能貼片機而言,能夠放置BGA的貼片機其貼片的精確度達到0.001MM左右,所以在貼片精度上不會存在問題。隻要BGA器件通過鏡像識別,就可以準確的安放在印製線路板上。
然而有時通過鏡像識別的BGA並非100%的焊球良好的器件,有可能某個焊球的Z方向上略小於其他焊球。為瞭保證焊接的良好性,我們的通常可以將BGA的器件厚度減去1-2MM,同時便用延裡關閉真空系統約400毫秒,使BGA器件在安放時其焊球能夠與焊膏充分接觸。這樣一來就可以減少BGA某個引腳空焊的現象。
不過,對於u BGA和CSP的器件我們不建議采用目述方法,以防止出現焊接不良的焊接現象的產生。
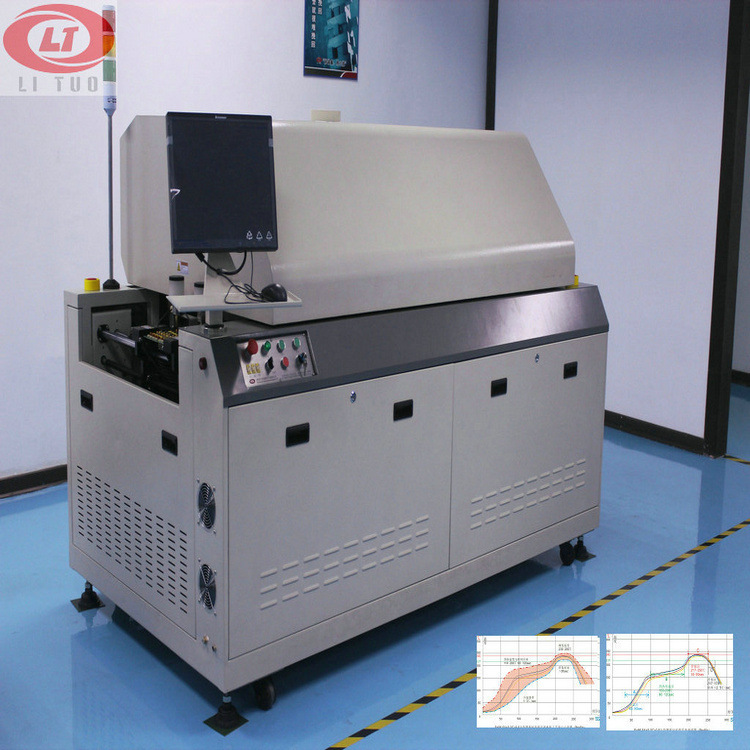
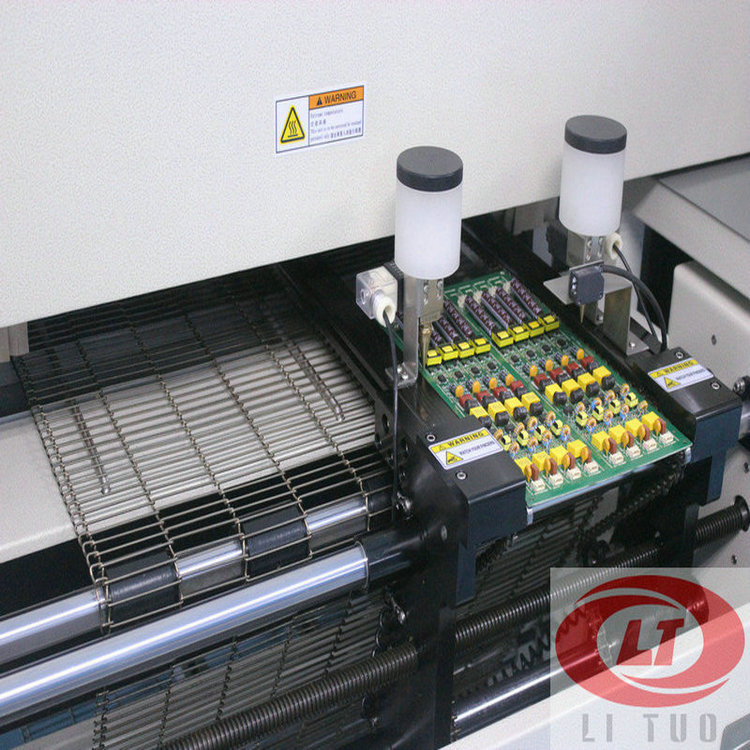
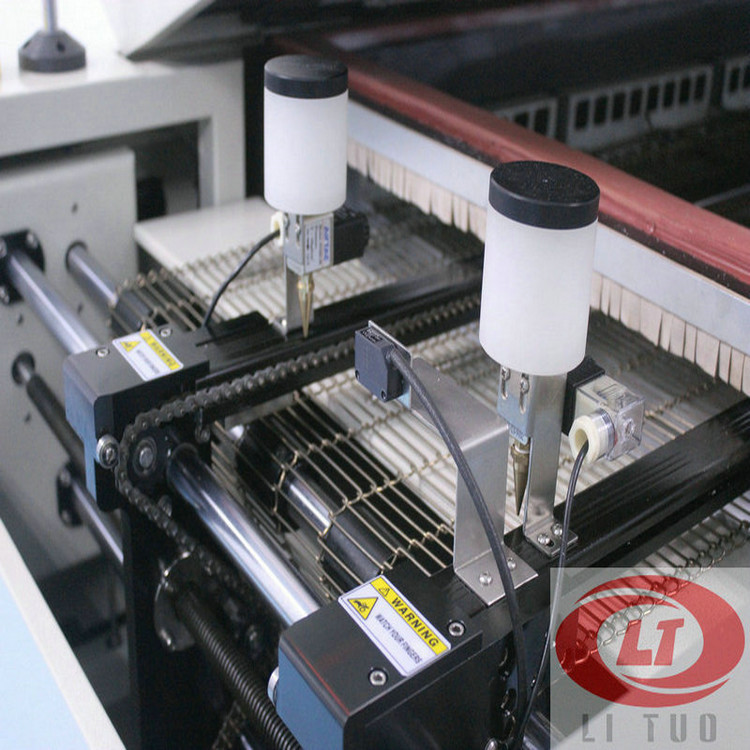
3. 回流焊 (MS8CR和RS8CR系列回流焊)
回流焊接是BGA裝配過程中最難控製的步驟。因此獲得較佳的回流風線是得到BGA良好焊接的關鍵所在。
★ 預熱階段在這一段時間內使PCB均勻受熱溫,並刺激助焊劑活躍。一般升溫的速度不要過快,防止線路弧受熱過快而產生較大的變形。我們盡量升溫度控製在3℃/SEC以下,較理想的升溫速度為2℃/SEC。時間控製在60-90秒之間。
★ 浸潤階段這一階段助焊劑開始揮發。溫度在150℃-180℃之間應保持60-120秒,以便助焊劑能夠充分發揮其作用。升溫的速度一般在0.3-0.5℃/SEC。
★ 回流階段這一階段的溫度已經超過焊膏的溶點溫度,焊膏溶化成液體,元器件引腳上錫。該階段中溫度在183℃以上的時間應控製在60-90秒之間。如果時間太少或過長都會造成焊接的質量問題。其中溫度在210-220℃范圍內的時間控製相當關鍵,一般控製在10-20秒為最佳。
★ 冷卻階段這一階段焊膏開始凝固,元器件被固定在線路板上。同樣的是降溫的速度也不能夠過快,一般控製在4℃/SEC以下,較理想的降溫速度為3℃/SEC。由於過快的降溫速度會造成線路板產生冷變形,它會引起BGA焊接的質量問題,特別是BGA外圈引腳的虛焊。
在測量回流焊接的溫度曲線時,對於BGA元件其測量點應在BGA引腳與線路板之間。BGA盡量不要用高溫膠帶,而采用高溫焊錫焊接與熱電偶相固定,以保證獲得較為準確的曲線數據。
總之BGA的焊接是一門十分復雜的工藝,它還受到線路板設計,設備能力等各方麵因素的影響,若隻顧及某一方麵是遠遠不夠的。我們還要在實際的生產過程中不斷研究和探索,努力控製影響BGA焊接的各項因素,從而使焊接能達到到最好的效果。
BGA焊點的質量控製-4
5、有爭議的一種缺陷目前尚存在爭議的一個問題是關於BGA中空洞的接收標準。空洞問題並不是BGA獨有的。在通孔插裝及表麵貼裝及通孔插裝組件的焊點通常都可以用目視檢查看到空洞,而不用X射線。在BGA中,由於所有的焊點隱藏在封裝的下麵,隻有使用X射線才能檢查到這些焊點。當然,用X射線不僅可以檢查BGA的焊點,所有的各種各樣的焊點都可以檢查,使用X射線,空洞很容易就可以檢查出來,如圖7(紅圈所示)。
那麼空洞一定對BGA的可靠性有負麵影響嗎,7不一定。有些人甚至說空洞對於可靠性是有好處的。 IPC-7095標準"實現BGA的設計和組裝過程"詳述瞭實現BGA和的設計及組裝技術。IPC-7095委員會認為有些尺寸非常小,不能完全消除的空洞可能對於可靠性是有好處的,但是多大的尺寸應該有一個界定的標準。
5.1空洞的位置及形成原因
在BGA的焊點檢查中在什麼位置能發現空洞呢? BGA的焊球可以分為三個層,一個是組件層(靠近BGA組件的基板),一個是焊盤層(靠近PCB的基板),再有一個就是焊球的中間層。根據不同的情況,空洞可以發生在這三個層中的任何一個層。
空洞是什麼時候出現的呢?BGA焊球中可能本身在焊接前就帶有空洞,這樣在再流焊過程完成後就形成瞭空洞。這可能是由於焊球製作工藝中就引入瞭空洞,或是PCB表麵塗覆的焊膏材料的問題導致的。另外電路板的設計也是形成空洞的一個主要原因。例如,把過孔設計在焊盤的下麵,在焊接的過程中,外界的空氣通過過孔進入熔溶狀態的焊球,焊接完成冷卻後焊球中就會留下空洞。
焊盤層中發生的空洞可能是由於焊盤上麵印刷的焊膏中的助焊劑在再流焊接過程中揮發,氣體從熔溶的焊料中逸出,冷卻後就形成瞭空洞。焊盤的鍍層不好或焊盤表麵有污染都可能是在焊盤層出現空洞的原因。
通常發現空洞機率最多的位置是在組件層,也就是焊球的中央到BGA基板之間的部分。這有可能是因為PCB上麵BGA的焊盤在再流焊接的過程中,存在有空氣氣泡和揮發的助焊劑氣體,當BGA的共晶焊球與所施加的焊膏在再流焊過程中熔為一體時形成空洞。如果再流溫度曲線在再流區時間不夠長,空氣氣泡和助焊劑中揮發的氣體來不及逸出,熔溶的焊料已經進入冷卻區變為固態,便形成瞭空洞。所以,再流溫度曲線是形成空洞的種原因。共晶焊料63Sn/37Pb的BGA最易出現空洞, 而成分為10Sn/90Pb的非共晶高熔點焊球的BGA,熔點為302℃,一般基本上沒有空洞,這是因為在焊膏熔化的再流焊接過程中BGA上的焊球不熔化。
5.2空洞的接收標準
空洞中的氣體存在可能會在熱循環過程中產生收縮和膨脹的應力作用空洞存在的地方便會成為應力集中點,並有可能成為產生應力裂紋的根本原因。
IPC-7095中規定空洞的接收/拒收標準主要考慮兩點:就是空洞的位置及尺寸。空洞不論是存在什麼位置,是在焊料球中間或是在焊盤層或組件層,視空洞尺寸及數量不同都會造成質量和可靠性的影響。焊球內部允許有小尺寸的焊球存在。空洞所占空間與焊球空間的比例可以按如下方法計算:例如空洞的直徑是焊球直徑的50%,那麼空洞所占的麵積是焊球的麵積的25%。lPC標準規定的接收標準為:焊盤層的空洞不能大於10%的焊球麵積,也即空洞的直徑不能超過30%的焊球直徑。當焊盤層空洞的麵積超過焊球麵積的25%時,就視為一種缺陷,這時空洞的存在會對焊點的機械或電的可靠性造成隱患。在焊盤層空洞的麵積在1O%~25%的焊球麵積時,應著力改進工藝,消除或減少空洞。


● 采用工業電腦+PLC+SSR控製方式。
● 電腦采用Windows 7 操作系統,配有開、關機程序。具有速度控製、熱風變頻可調、溫度曲線設定、延時關機等功能。
● 具有PCB焊接溫度曲線測試功能,並可列印。
● 軟件可對爐內溫度、輸送速度等參數進行設置、保存及調用。
● 具有故障聲光報警、運行狀態文字提示以及操作日志記錄功能。
● 8個獨立全熱風加熱區采用獨立的PID控製,各溫區熱量分佈均勻、穩定;適用於小型電子元件的PCB,焊接性能高,耗電量少的特點。
● 整流材料內材料采用鋁合金,耐熱耐腐蝕,易於清潔。
● 隔熱層采用優質隔熱棉密封,密封隔熱效果好。
● 上爐采用電動絲桿頂升,安全可靠,輕便平穩。
● 具有鏈條、網帶雙重運輸功能,可滿足大批量的生產需求。
● 導軌采用兩點同步調幅,且不變形。
● 具有一星期定時開關機功能。
● 設有UPS電源及自動延時關機系統,確保停電後爐內PCB安全送出。
● 支持450MM寬板生產
● 二種焊接生產模式:連續模式+分區精密焊接設備
● 雙風道運風設計 精密焊接模式PCB橫向溫差在1度范圍內,可以滿足BGA封裝焊接
● 直抽型進口發熱體設計,可以在工作狀態更換發熱體
● 熱風無級變頻調速技術
● 可充氮氣或壓縮空氣
產品描述
產品參數
機身尺寸 2300mm(L)*1200mm(W)*1450mm(H)
輸入電源 3P380V/N/PE 50/60Hz (可根據當地的供電情況進行其它電壓定製)
總功率 28KW
工作時耗電功率 4.0-4.5KW
導軌調幅范圍 50-450mm
輸送鏈高度 900±20mm
運輸帶寬度 560mm
運輸速度 0-0.9M/min
運輸方向 從左至右(可根據實際情況定製從右至左)
運輸馬達 120W/220/3P VAC 電子高速
爐膽運風馬達 1/6HP*8臺3?220/380 VAC
冷卻風扇 5"*4把
加熱區數 8個
加熱方式 熱風強製循環加熱
加熱區長度 1450mm
溫度控製方式 PID+SSR
溫度范圍 室溫-280℃
升溫時間 ≤25min
溫控精度 ±1℃
機器重量 900kg


批發市場僅提供代購諮詢服務,商品內容為廠商自行維護,若有發現不實、不合適或不正確內容,再請告知我們,查實即會請廠商修改或立即下架,謝謝。