




◆◆◆(產品電鍍工藝鍍種供參考,價格依據客戶要求變化,可打樣詳談確定)◆◆◆

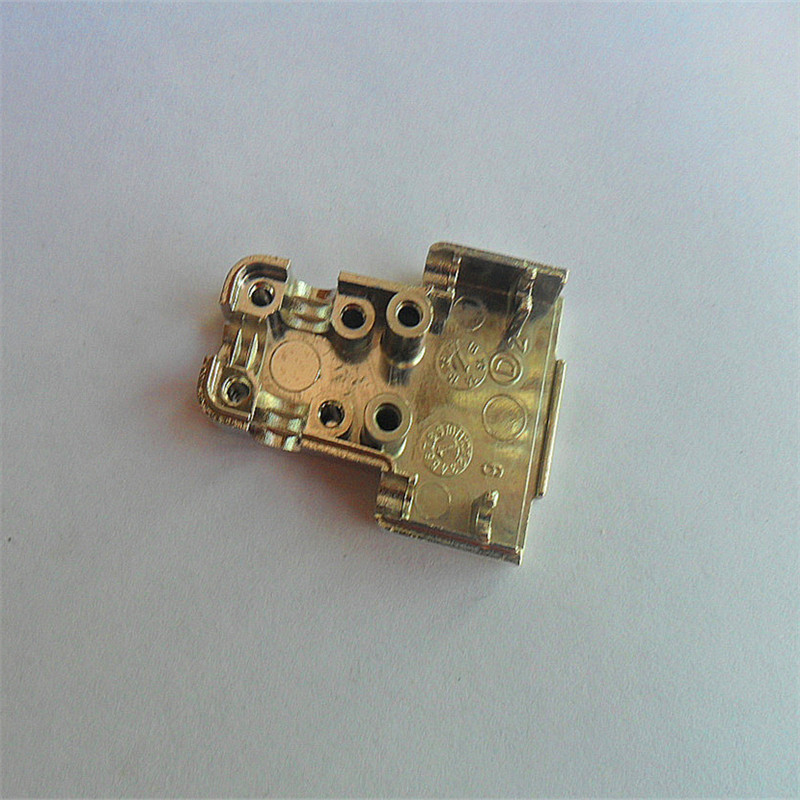
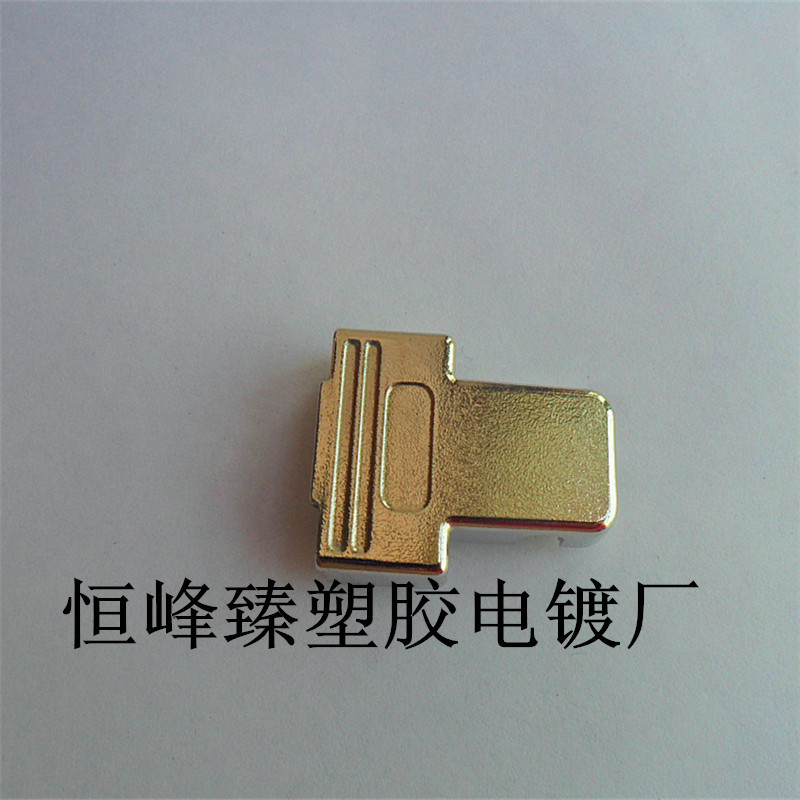
塑料電鍍的目的是將塑料表麵披覆上金屬,不但增加美觀,且補償塑料的缺點,賦予金屬的性質,充分發揮塑料及金屬的特性於一體,今日已有大量塑料電鍍產品應用在電子、汽車、傢庭用品等工業上。
過程(1)清潔(cleaning):去除塑料成型過程中留下的污物及指紋,可用堿劑洗凈再用酸浸中和及水洗乾凈。
(2)溶劑處理(solvent treatment):使塑料表麵能濕潤(wetting)以便與下一步驟的調節劑(conditioner)作用。(3)調節處理(conditioning):將塑料表麵粗化成內鎖的凹洞以使鍍層密著住不易剝離,也稱為化學粗化。
(4)敏感化(sensitization):將還原劑吸附在表麵,常用(stannous chloride)或其它錫化合物,就是sn^++離子吸附於塑料表麵具有還原性表麵。
(5)成核(nucleation):將具有催化性物質如金、吸附於敏感化(還原性)的表麵,經還原作用結核成具有催化性的金屬種子(seed)然後可以用於電鍍上金屬。反應如下:sn+ + pd+ = sn4+ + pdsn+ +2ag+ = sn4+ +2ag
配方組成溶劑處理液:包含洗凈:不含稀酸的洗凈或中性洗凈及1~2% 界麵活化劑.混合以40-65℃浸漬1~2分鐘。
溶劑處理:用丙酮、二醋甲烷,等活性劑。
調節處理(conditioning):即化學粗化、化學刻蝕。例1無水鉻酸 cro3 20 g/l硫酸 h2so4 比重1.84 600cc/l液溫 60℃時間 15~30分例2無水鉻酸 cro3 20 g/l磷酸 h3po3 100 cc/l硫酸 h2so4 500 cc/l液溫 69℃時間 10~20分
敏化(sensitizing) : 氯化亞錫 sncl2 20~40 g/l 鹽 酸 hcl 10~20 cc/l
結核(nucleation) 或活化(activating) 例1 氯化鈀 pdcl2 0.1~0.3g/l 鹽 酸 hcl 3~5 cc/l 例2 硝酸銀 agno3 0.5~5 g/l 氨水 適 量 例3 氯化金 aucl3 0.5~1 g/l 鹽 酸 hcl 1~4 cc/l
影響因素塑件選材
塑料的種類很多,但並非所有的塑料都可以電鍍。有的塑料與金屬層的結合力很差,沒有實用價值;有些塑料與金屬鍍層的某些物理性質如膨脹系數相差過大,在高溫差環境中難以保證其使用性能。目前用於電鍍最多的是ABS,其次是PP。另外PSF、PC、PTFE等也有成功電鍍的方法,但難度較大。
塑件造型
在不影響外觀和使用的前提下,塑件造型設計時應盡量滿足如下要求。
(1) 金屬光澤會使原有的縮癟變得更明顯,因此要避免製品的壁厚不均勻狀況,以免出現縮癟,而且壁厚要適中,以免壁太薄(小於1.5 mm),否則會造成剛性差,在電鍍時易變形,鍍層結合力差,使用過程中也易發生變形而使鍍層脫落。
(2) 避免盲孔,否則殘留在盲孔內的處理液不易清洗乾凈,會造成下道工序污染,從而影響電鍍質量。
(3) 電鍍工藝有銳邊變厚的現象。電鍍中的銳邊會引起尖端放電,造成邊角鍍層隆起。因此應盡量采用圓角過渡,圓角半徑至少0.3 mm 以上。平板形塑件難電鍍,鍍件的中心部分鍍層薄,越靠邊緣鍍層越厚,整個鍍層呈不均勻狀態,應將平麵形改為略帶圓弧麵或用桔皮紋製成亞光麵。電鍍的表麵積越大,中心部位與邊緣的光澤差別也越大,略帶拋物麵能改善鍍麵光澤的均勻性。
(4) 塑件上盡量減少凹槽和突出部位。因為在電鍍時深凹部位易露塑,而突出部位易鍍焦。凹槽深度不宜超過槽寬的1/3,底部應呈圓弧。有格柵時,孔寬應等於梁寬,並小於厚度的1/2。
(5) 鍍件上應設計有足夠的裝掛位置,與掛具的接觸麵應比金屬件大2~3倍。
(6) 塑件的設計要使製件在沉陷時易於脫模,否則強行脫模時會拉傷或扭傷鍍件表麵,或造成塑件內應力而影響鍍層結合力。
(7) 當需要滾花時,滾花方向應與脫模方向一致且成直線式.滾花條紋與條紋的距離應盡量大一些。
(8) 塑件盡量不要用金屬鑲嵌件,否則在鍍前處理時嵌件易被腐蝕。
(9) 塑件表麵應保證有一定的表麵粗糙度。
優點與金屬製件相比,塑料電鍍製品不僅可以實現很好的金屬質感,而且能減輕製品重量,在有效改善塑料外觀及裝飾性的同時,也改善瞭其在電、熱及耐蝕等方麵的性能,提高瞭其表麵機械強度。但電鍍用塑料材料的選擇卻要綜合考慮材料的加工性能、機械性能、材料成本、電鍍成本、電鍍的難易程度以及尺寸精度等因素。而ABS塑料因其結構上的優勢,不僅具有優良的綜合性能,易於加工成型,而且材料表麵易於侵蝕而獲得較高的鍍層結合力,所以目前在電鍍中應用極為普遍。
隨著工業的迅速發展、塑料電鍍的應用日益廣泛,成為塑料產品中表麵裝飾的重要手段之一.目前國內外已廣泛在ABS、聚丙烯、聚砜、聚碳酸酯、尼龍、酚醛玻璃纖維增強塑料、聚苯乙烯等塑料表麵上進行電鍍,其中尤以ABS塑料電鍍應用最廣,電鍍效果最好.
1.成型容易、成形好。
2.重量輕。
3.耐蝕性佳。
4.耐藥性好。
5.電絕緣性優良。
6.價格低廉。
7.可大量生產。




1.根據客戶產品的易難系數及高品質要求,行業標準備損率為8%-12%
2.需方提供素材損耗為自然損耗,無須退還與賠償
3.供方不接受已剪水口和已裝配的產品退貨
4.需方收到供方貨後,如有發現不良產品屬於電鍍不良,需方退回不良品由供方及時補換貨物;當產品不能返工時供方將履行合同電鍍單價的1/5賠償需


批發市場僅提供代購諮詢服務,商品內容為廠商自行維護,若有發現不實、不合適或不正確內容,再請告知我們,查實即會請廠商修改或立即下架,謝謝。
