



產品信息
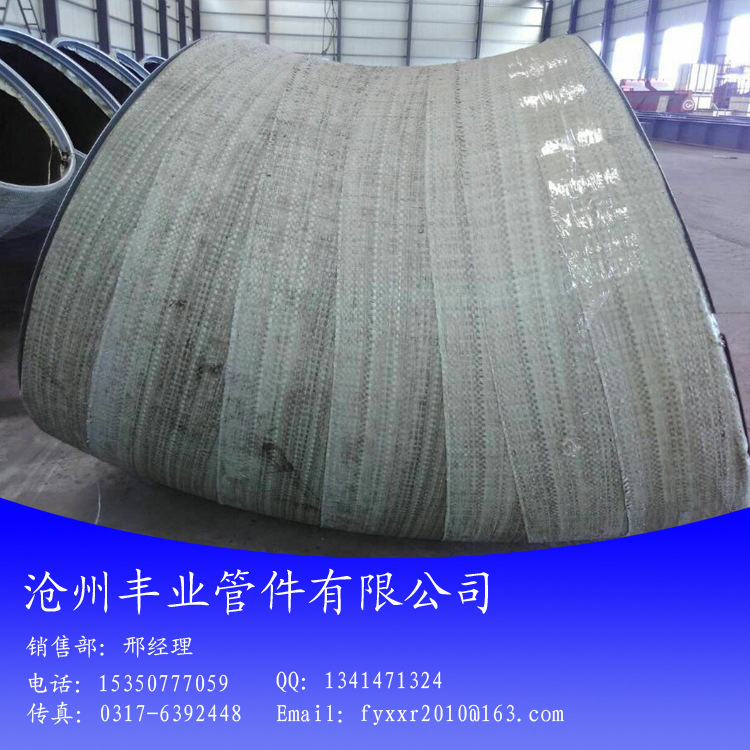
- 產品尺寸:26"*10.4mm
- 材質:ASTM A860 WPHY-70
- 用途:工程
- 製作工藝:壓製
- 出口國傢:德國
- 產品規格
- 生產規格:DN15"-DN26"
- 生產材料20#、Q235B、16Mn、A335P11、0Gr18Ni9Ti
- 產品尺寸:26"*10.4mm

ISO9000認證、進出口資格證、CE證書

2014年部分產品檢驗報告1
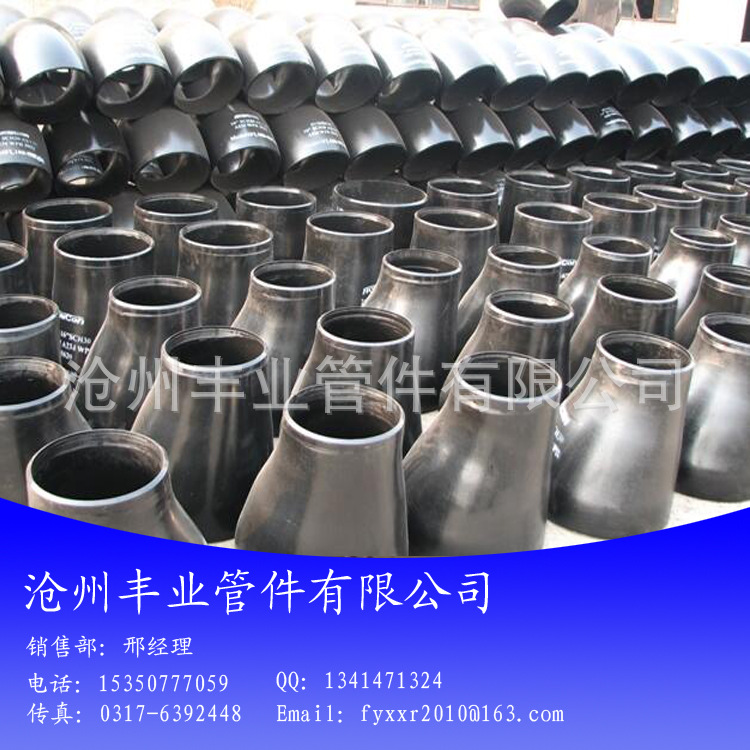
產品名稱:90度彎頭
產品名稱:Y型三通




碳鋼彎頭是改變碳鋼管道上管路方向的金屬管件。連接方式有絲扣及焊接。按角度分,有45°及90°180°三種最常用的,另外根據工程需要還包括60°等其他非正常角度彎頭。彎頭的材料有鑄鐵、不銹鋼、合金鋼、可鍛鑄鐵、碳鋼、有色金屬及塑料等。與管子連接的方式有:直接焊接(最常用的方式)法蘭連接、熱熔連接、電熔連接、螺紋連接及承插式連接等。按照生產工藝可分為:焊接彎頭、沖壓彎頭、推製彎頭、鑄造彎頭等。其他名稱:90度彎頭、直角彎、愛而彎等。
中文名 :碳鋼彎頭
外文名 :Carbon steel elbow
屬 於 :金屬管件
分 為 :長半徑彎頭和短半徑彎頭
連接方式 :焊接、法蘭連接
製造標準 :國標、美標
1.品種分類
碳鋼彎頭英文(Carbon steel elbow)首先按它的曲率半徑來分,可分為長半徑彎頭和短半徑彎頭。長半徑彎頭指它的曲率半徑等於1.5倍的管子外徑,即R=1.5D。短半徑彎頭指它的曲率半徑等於管子外徑,即R=1.0D。(D為彎頭直徑,R為曲率半徑。D也可以用倍來表示。)若按壓力等級來分,大約有十七種,和美國的管子標準是相同的,有:Sch5s、Sch10s、Sch10、Sch20、Sch30、Sch40s、STD、Sch40、Sch60、Sch80s、XS;Sch80、Sch100、Sch120、Sch140、Sch160、XXS,其中最常用的是STD和XS兩種。按彎頭的角度分,有45°彎頭,有90°彎頭和180°彎頭。執行標準有GB/T12459-2005、GB/T13401-2005、GB/T10752-1995、HG/T21635-1987、D-GD0219等。
2.材質分類
可分為10# 20# A3 Q235A 20g Q345B 20G 16Mn ASTM A234 ASTM A105 st37 ASTM A403等用這些材質為原材料製作的彎頭可以叫做碳鋼彎頭
按角度分:45°、90°、180° 這三種常用的彎頭,另有工程需要,可以特別定製如60°或者其它角度等。
與碳鋼鋼管的連接方式:焊接、法蘭連接、螺紋連接、承插連接等形式。
按照工藝形式可分:焊接彎頭、沖壓彎頭、鑄造彎頭等。
用途:連接兩根管子,使管子改變方向、向45°或180°及90°方向或其它角度轉彎。
製造標準:國標、美標、日標、德標、俄標。
碳鋼彎頭的基本工藝過程是:首先焊接一個橫截麵為多邊形的多棱環殼或兩端封閉的多棱扇形殼,內部沖滿壓力介質後,施以內壓,在內壓作用下橫截麵由多邊形逐漸變成圓,最終成為一個圓形環殼。根據需要,一個圓形環殼可以切割成4個90°彎頭或6個60°彎頭或其它規格的彎頭,該工藝適用於製造彎頭中徑與彎頭內徑比大於1.5倍的任何規格大型彎頭,是製造大型碳鋼彎頭的理想方法。
該碳鋼彎頭製作工藝的優點主要表現在以下幾個方麵:
(1)不需管坯作原料,可節約製管設備及模具費用,且可得到任意大直徑而壁厚相對較薄的碳鋼彎頭。
(2)坯料為平板或可展曲麵,因而下料簡單,精度容易保證,組裝焊接方便。
(3)由於上述二條原因,可以縮短製造周期,生產成本大大降低。因不需要任何專用設備,尤其適合於現場加工大型碳鋼彎頭。
(4)碳鋼彎頭適用於石油、天然氣、化工、水電、建築和鍋爐等行業的管路系列。
3.工藝流程
無縫彎頭:彎頭是用於管道轉彎處的一種管件。在管道系統所使用的全部管件中,所占比例最大,約為80%。通常,對不同材料或壁厚的彎頭選擇不同的成形工藝。製造廠常用的無縫彎頭成形工藝有熱推、沖壓、擠壓等。
熱推成形
熱推彎頭成形工藝是采用專用彎頭推製機、芯模和加熱裝置,使套在模具上的坯料在推製機的推動下向前運動,在運動中被加熱、擴徑並彎曲成形的過程。 熱推彎頭的變形特點是根據金屬材料塑性變形前後體積不變的規律確定管坯直徑,所采用的管坯直徑小於彎頭直徑,通過芯模控製坯料的變形過程,使內弧處被壓縮的金屬流動,補償到因擴徑而減薄的其它部位,從而得到壁厚均勻的彎頭。
熱推彎頭成形工藝具有外形美觀、壁厚均勻和連續作業,適於大批量生產的特點,因而成為碳鋼、合金鋼彎頭的主要成形方法,並也應用在某些規格的不銹鋼彎頭的成形中。
成形過程的加熱方式有中頻或高頻感應加熱(加熱圈可為多圈或單圈)、火焰加熱和反射爐加熱,采用何種加熱方式視成形產品要求和能源情況決定。
沖壓成形
沖壓成形彎頭是最早應用於批量生產無縫彎頭的成形工藝,在常用規格的彎頭生產中已被熱推法或其它成形工藝所替代,但在某些規格的彎頭中因生產數量少、壁厚過厚或過薄。
產品有特殊要求時仍在使用。彎頭的沖壓成形采用與彎頭外徑相等的管坯,使用壓力機在模具中直接壓製成形。
在沖壓前,管坯擺放在下模上,將內芯及端模裝入管坯,上模向下運動開始壓製,通過外模的約束和內模的支撐作用使彎頭成形。
與熱推工藝相比,沖壓成形的外觀質量不如前者;沖壓彎頭在成形時外弧處於拉伸狀態,沒有其它部位多餘的金屬進行補償,所以外弧處的壁厚約減薄10%左右。但由於適用於單件生產和低成本的特點,故沖壓彎頭工藝多用於小批量、厚壁彎頭的製造。
沖壓彎頭分冷沖壓和熱沖壓兩種,通常根據材料性質和設備能力選擇冷沖壓或熱沖壓。 冷擠壓彎頭的成形過程是使用專用的彎頭成形機,將管坯放入外模中,上下模合模後,在推桿的推動下,管坯沿內模和外模預留的間隙運動而完成成形過程。
采用內外模冷擠壓工藝製造的彎頭外形美觀、壁厚均勻、尺寸偏差小,故對於不銹鋼彎頭特別是薄壁的不銹鋼彎頭成形多采用這一工藝製造。這種工藝所使用的內外模精度要求高;對管坯的壁厚偏差要求也比較苛刻。 空侶網暖通專傢提供
中板焊製
用中板用壓力機做成彎頭剖麵的一半,然後把兩個剖麵焊接到一起。這樣的工藝一般用來作DN700以上的彎頭的。
其它方法
除上述三種常用的成形工藝以外,無縫彎頭成形還有采用將管坯擠壓到外模後,再通過管坯內通球整形的成形工藝。但這種工藝相對復雜、操作麻煩,且成形質量不如前述工藝,故較少采用。
4.適用范圍
由於沖壓彎頭具有良好的綜合性能,所以它廣泛用於化工、建築、給水、排水、石油、輕重工業、冷凍、衛生、水暖、消防、電力、航天、造船等基礎工
包裝:免熏蒸木箱
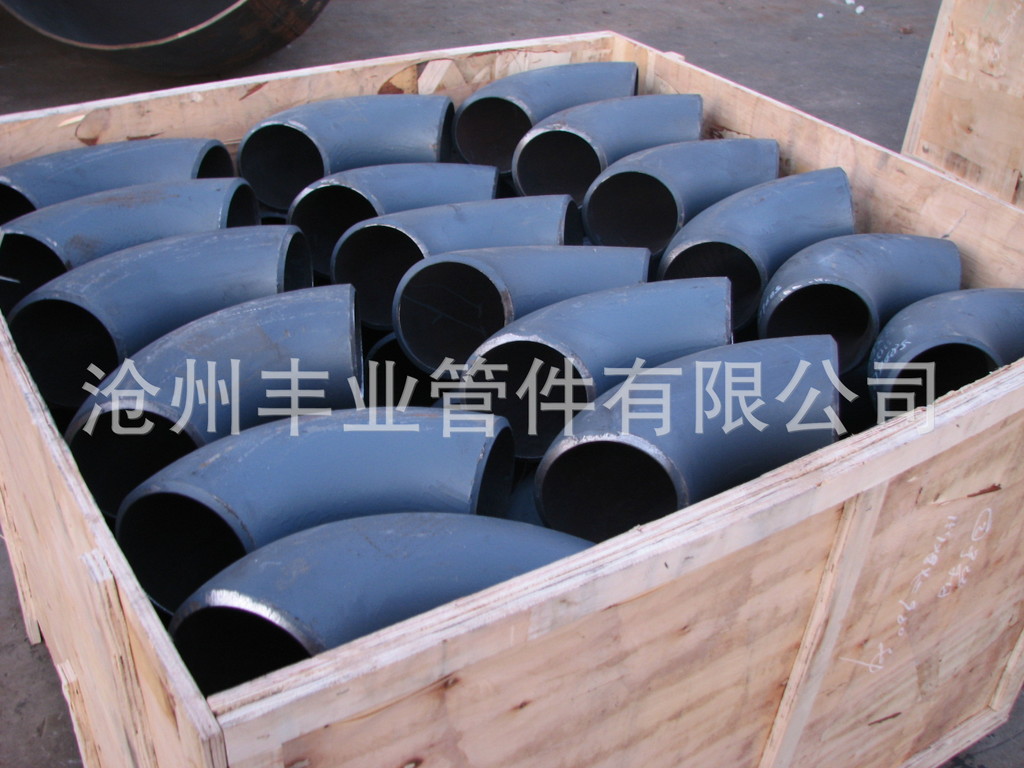
包裝:免熏蒸木托
- 優質
- 產品整齊、規格分類
- 劣質
- 貨物擺放亂,磕碰,口徑容易變形


 設備:推製機
設備:推製機 設備:噴砂機
設備:噴砂機- 設備:熱處理爐



1、貨源說明
2、關於尺碼
3、關於顏色
4、關於客服
5、關於售後
6、關於發貨


批發市場僅提供代購諮詢服務,商品內容為廠商自行維護,若有發現不實、不合適或不正確內容,再請告知我們,查實即會請廠商修改或立即下架,謝謝。