




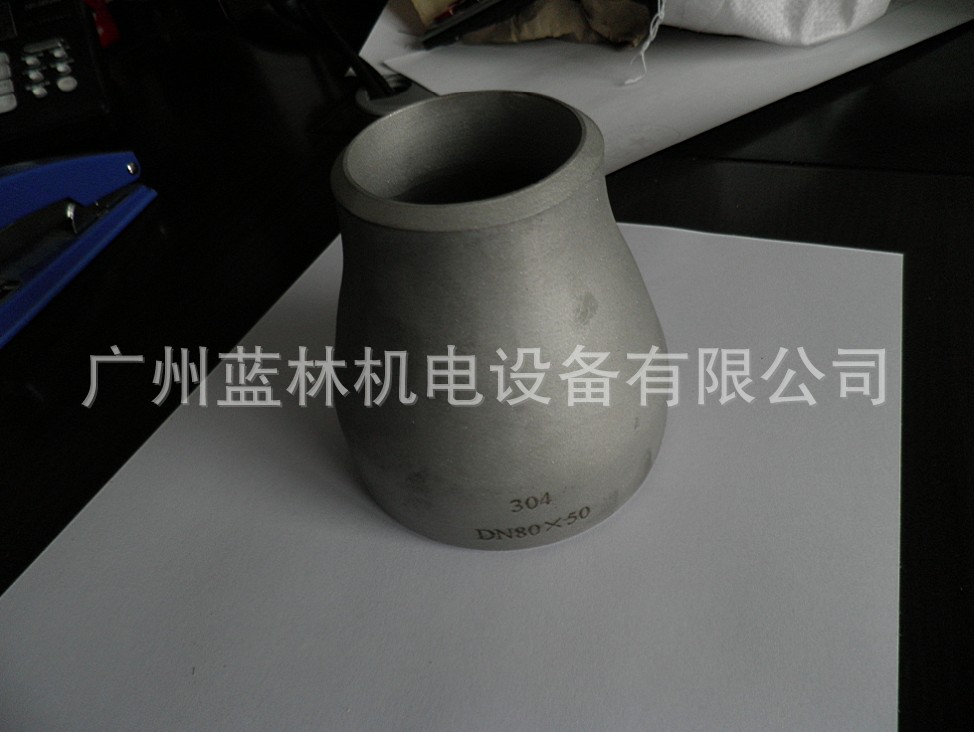
異徑管也叫大小頭,用來連接不同尺寸的管子;一般它分為同心異徑管和偏心異徑管兩種,當異徑管立起來後兩端口的投影是同心圓時,它就叫同心異徑管,而偏心異徑管的投影是小圓內切於外圓。同心異徑管極限扭矩相對要比偏心異徑管的極限扭矩略大一點,異徑彎管大端麵截麵承受扭矩時的極限扭矩相對要比小端麵截麵承受扭矩時的極限扭矩小。在偏心異徑管承受端麵扭矩作用上,還提出瞭一端的扭矩無法完全傳遞到另一端的概念,扭矩在傳遞中會逐漸轉化為彎矩。90°彎管一個端麵的彎矩既可由另一個端麵的扭矩轉化而來。提出瞭同心異徑管、偏心異徑管和高壓異徑管的有限元模型建模法。
在同心異徑管、偏心異徑管和高壓異徑管的縮徑或擴徑變形壓製過程中,根據不同材料和變徑情況,確定采用冷壓或熱壓。通常情況下,盡量采用冷壓,但對多次變徑而引起嚴重的加工硬化的情況、壁厚偏厚的情況或合金鋼的材料宜采用熱壓。 除使用鋼管為原料生產異徑管外,對部分規格的異徑管還可用鋼板采用沖壓成形工藝進行生產。拉伸所使用的沖模形狀參照異徑管內表麵尺寸設計,用沖模將下料後的鋼板沖壓拉伸成形。
異徑管縮口,將大口徑的管的一端加熱到紅熱狀態,用錘砸,使其口徑縮小,成為一頭大一頭小的管件,俗稱“大小頭”,或“變徑”。有時兩端口徑差異太大,就把大口徑的管的一端先割去幾條弧麵三角形片,然後再加熱到紅熱狀態,用錘砸,使其割去的缺口再靠到一起形成接縫處,並將形成的小端口整圓,最後將接縫焊好。同心異徑管、偏心異徑管和高壓異徑管擴徑成形是采用小於異徑管大端直徑的管坯,用內沖模沿管坯內徑擴徑成形。擴徑工藝主要解決變徑偏大的異徑管不易通過縮徑成形的情況,有時根據材料和產品成形需要,將擴徑與縮徑的方法合並使用。
同心異徑管、偏心異徑管和高壓異徑管的質量都應符合現行國傢標準《鋼製對焊無縫管件》GB/T 12459-2005及《鋼板製對焊管件》GB/T13401-2005的規定,異徑管的圓度不應大於相應端外徑的1%,且允許偏差為±3mm;異徑管尺寸允許偏差應符合表4.2.2-3的規定。異徑管的材質執行SY/T5037、GB/T9711、GB/T8163、美標ASTM A106/A53 GRB,API 5L、APT5CT、ASTM A105、ASTM A234、ASTM A106、DIN德國標準及客戶要求標準。










批發市場僅提供代購諮詢服務,商品內容為廠商自行維護,若有發現不實、不合適或不正確內容,再請告知我們,查實即會請廠商修改或立即下架,謝謝。



