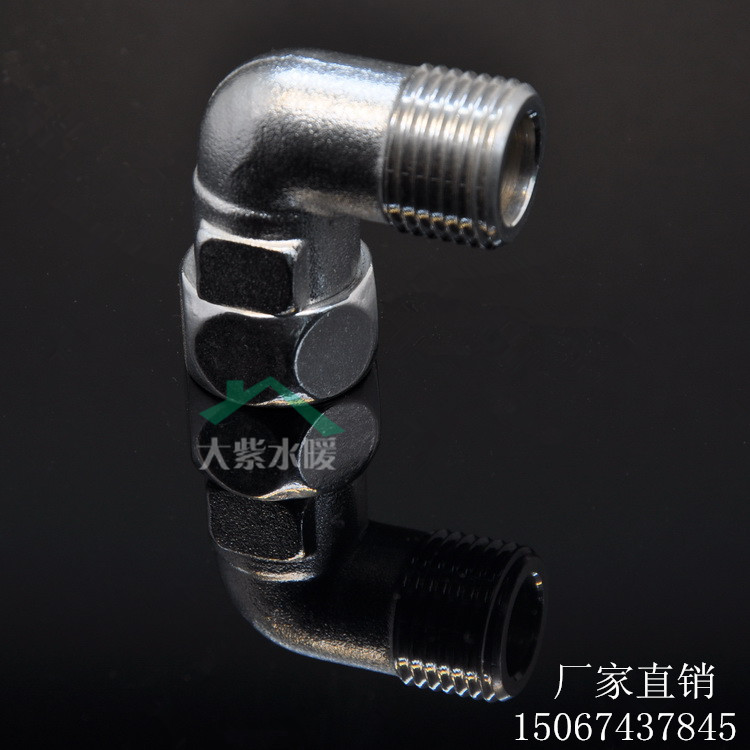
產品名稱:紫銅承口直接
產品規格:25*1.0mm
產品材質:TP2紫銅
連接方式:焊接

由於紫銅原材料價格變動幅度大,很多產品價格不精確。紫銅系列產品規格繁多,未能一一整理,如果您對我們的產品有興趣,可以聯系我們客服,我們會在最短的時間內回復您。
紫銅接頭焊接工藝較簡單.
需要材料:1、磷銅焊條,2、燃料為液化氣(煤氣、天然氣、丁烷等均可,3、助燃劑:氧,4、焊炬。
首先將焊炬藍色管連接氧氣罐,紅色管連接燃料罐,檢查焊炬是否正常。若焊炬正常我們慢慢打開燃料閥並點燃,再打開氧氣閥調節火焰使其為藍色火焰.先用外焰將接縫處稍微烘烤一下預熱旋即用藍色火焰加熱焊縫並將焊條靠近火焰預熱。當銅管焊縫處發紅後將焊條放在焊縫處,用藍色火焰同時加熱焊縫及焊條直至焊條熔化溶滿焊縫,焊接結束。
若充氣量不足,氮氣減壓閥後的壓力應到0.02MPa。充氣軟管與同管間應纏膠帶,管道另一頭出氣口小口敞開,焊接前應先預充氣3-10min才開始焊接,預充氣時間根據管徑和管線長短定。焊接結束後要繼續保持充氣至焊口冷卻。要內壁不發黒,是很費氮氣的。可以考慮在作業條件允許的情況下一路管線配好後,將待焊口用美紋紙貼起來.然後開始充氮氣。接著用焊槍加熱末端管口,看冷卻後是否發黑,若不發黒,則可以放心的焊瞭.

新手教學


批發市場僅提供代購諮詢服務,商品內容為廠商自行維護,若有發現不實、不合適或不正確內容,再請告知我們,查實即會請廠商修改或立即下架,謝謝。