



產品介紹說明
產品牌號:JW-HIPS透明樹脂
產地:無錫巨旺塑化材料 特性:透明級HIPS、高抗沖;可用於擠出、註塑13906194438
生產路線:HIPS透明樹脂系透明橡膠和苯乙烯的接技共聚物。主要采用乳液接技法,將通過乳液聚合製得的透明橡膠、苯乙烯和水按規定的比例進行聚合,加入乳化劑經攪拌並加入適量的引發劑進行接枝聚合反應,經水冷結晶擠出造粒乾燥而成。13906194438
性能:由於單體透明橡膠成份與苯乙烯共聚,因而可得到透明聚合物,其透光率達90%,這是HIPS透明樹脂主要的特點,此外,它具有良好的沖擊強度和耐寒性,即使在-40℃的低溫下仍有較好的韌性。根據目前我們所做試驗測試獲得的信息HIPS透明樹脂耐無機酸,堿,鹽溶液及油脂等化學藥品性能良好,但不耐含有酮類、芳烴、脂肪烴和氯代烴等溶劑。
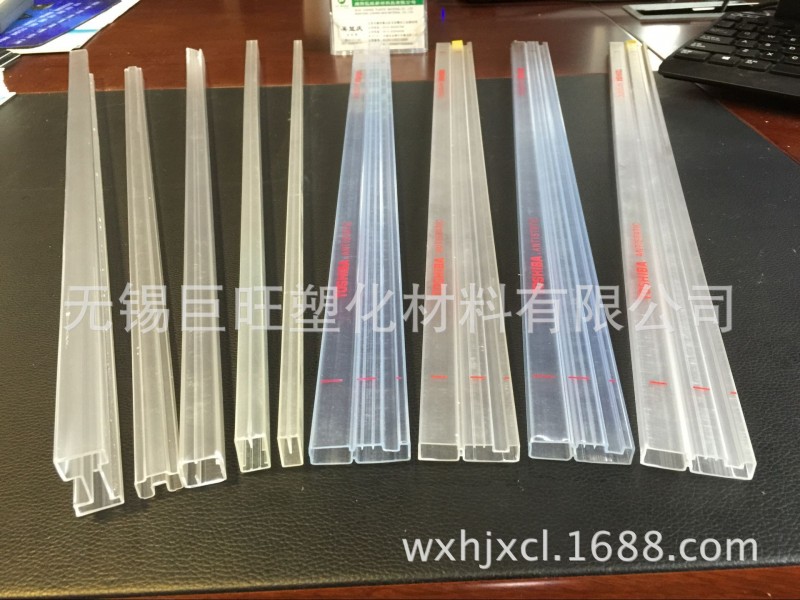
用途:HIPS透明樹脂具有優良的透光率,可用於製造秀明製品,如機表盤、透明管材、透明型材、裝飾品等包裝材料,HIPS透明樹脂是一種公認的無毒樹脂,符合FDA(美國食品和藥物管理局)標準,因而可用作食品,醫藥等包裝材料。13906194438
原料技術數據
性能項目 | 試驗條件[狀態] | 測試方法 | 測試數據 | 數據單位 | |
物理性能 | 比重 | --- | ASTM D-792 | 1.07-1.1 | --- |
透光率 | 2mmt | ASTM D-1003 | 88.0 | % | |
霧度 | 2mmt | ASTM D-1003 | 2.8 | % | |
成型收縮率 | 2mmt | --- | 0.3~0.5 | % | |
機械性能 | 邵氏A硬度 | --- | ASTM D-785 | 115 | M scale |
彎曲強度 | --- | ASTM D-790 | 80-89 | MPa | |
彎曲模量 | --- | ASTM D-790 | 2370 | MPa | |
IZOD沖擊強度 | 1/4"帶缺口 | ASTM D-256 | 65 | J/m | |
拉伸強度 | --- | ASTM D-638 | 48 | MPa | |
熱 性 能 | 維卡軟化點 | 5kg | JIS K-7206 | 85 | ℃ |
熱變形溫度 | 6.4mm,1.82MPa | ASTM D-648 | 75 | ℃ | |
燃燒性 | 垂直燃燒性 | UL 94 | 1.5mmHB | --- | |
其它性能 |
|
|
|
|
|
以上數據為巴頓費爾德震雄註塑機註塑試驗板檢測所得數據。
加工工藝:
HIPS透明樹脂乾燥處理→擠出機塑化原料使其呈熔融態→模具成型管坯→冷卻定型→牽引→切割→檢驗→檢驗入庫
設備選擇
HIPS透明管材擠出成型主要采用單螺桿擠出機、螺桿的結構一般應選用等螺紋距、螺紋深度為漸變型,也可選用突變型螺桿結構,長徑比比較小,一般在(12~18):1范圍內選取,壓縮比為(3?4):1。成型管材用模具為直通式通用型結構。根據擠出管材及型材的不同要求,在硬質PVC管材單螺桿擠出機上也可完成生產。
HIPS透明管材擠出成型工藝技術條件
① 原料選擇。應選擇適合擠出成型管用樹脂。
② 原料投產前應在70~80℃的烘箱中進行乾燥去濕處理4h。控製含水量在0.1%以下。
③ 塑化原料呈熔融態,擠出機機筒溫度為加料段150~165℃,塑化段165~180℃,均化段170~180℃。
④ 成型管坯用成型模具溫度為175~190℃。
⑤ 牽伸比為1~1.2。
⑥ 冷卻定型用循環水溫度為15~22℃。
HIPS透明管擠出成型註意事項
① 擠塑HIPS透明樹脂用工藝溫度控製應盡量采用偏低些,註意熔料在機筒內停留時間不宜過長,避免熔料分解。熔料分解溫度為250℃。
② 生產HIPS透明管材時,要經常註意觀察熔料顏色,以熔料呈透明色為塑化溫度控製合理。當熔料變色時,說明機筒溫度不佳,需要調整。
③ 定徑套距口模距離應控製在15~35mm范圍內。
④ 如果機筒工藝溫度控製合理,但仍出現有熔料分解現象,應考慮選用螺桿長徑比再小些。
⑤ 螺桿的工作轉速不宜過高,一般不超過20r/min。
註意:使用透明HIPS粒料生產產品時,請完全清理乾凈料筒、螺桿、模頭及擠出設備,杜絕其它類物料與其混合,使用前作烘乾處理。
25公斤/包。如客戶是中央供料系統,我們也可使用噸袋包裝。
無錫巨旺塑化材料有限公司
13906194438









批發市場僅提供代購諮詢服務,商品內容為廠商自行維護,若有發現不實、不合適或不正確內容,再請告知我們,查實即會請廠商修改或立即下架,謝謝。