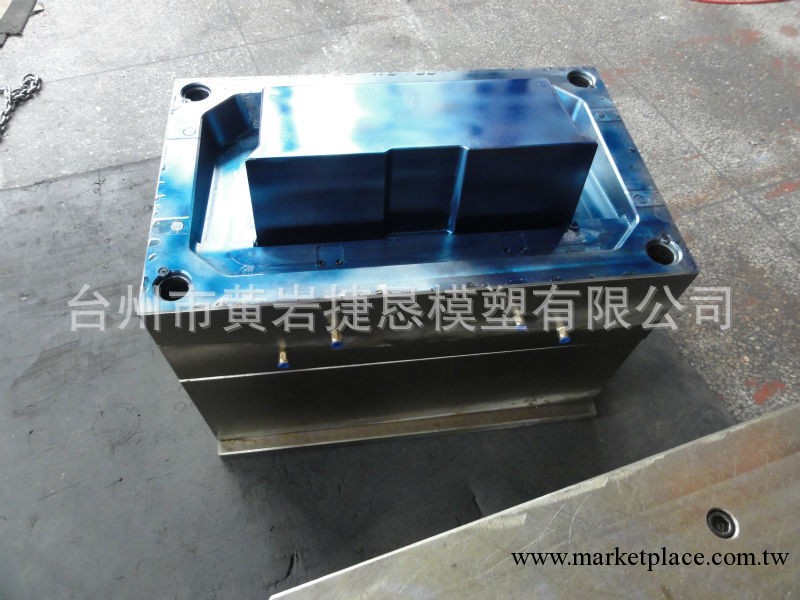
1.產品尺寸:28X26X22(cm)
2.此模具冷卻系統采用均勻分部冷卻,有效提高產品質量和出模效率。
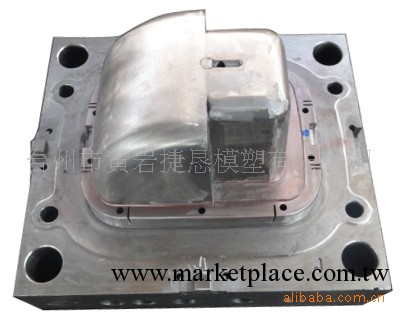
3.後期處理:氮化[氮化處理溫度低,變形很小,不再需要進行淬火便具有很高
的表面硬度(大於HV850)及耐磨性]
4.模具壽命:模具的正常使用在50萬模次以上
5.模具生產周期:35個工作日
(備註:模具在生產過程中我們每個星期都要向客戶提供模具進展情況.)
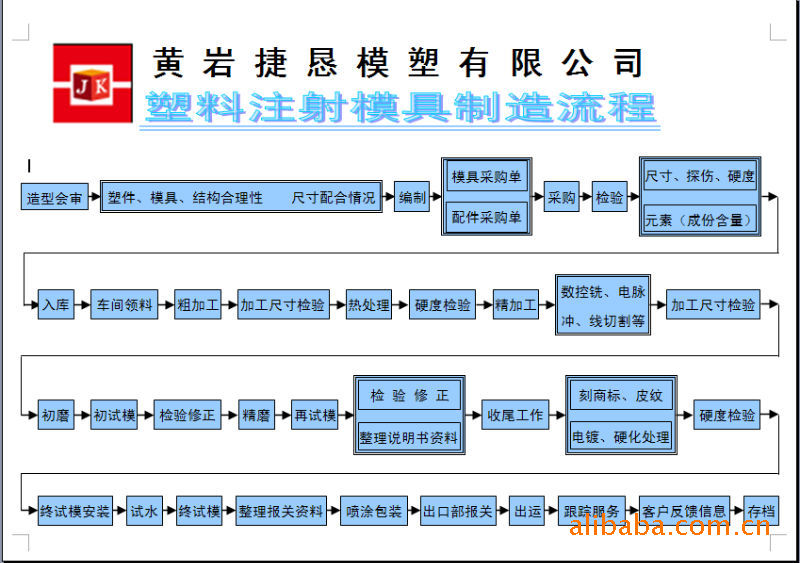
本公司是一傢集產品設計、模具開發、模具制造、產品加工、檢測於一體的加工制造生產型企業。企業座落於素有“中國模具之鄉”之稱的浙江黃巖。經過數年的發展,現擁有一支高素質的員工隊伍,高級的模具加工設備和塑料制品生產能力。企業運用先進的CAD/CAM/CAE、CIMATRON、UG等專業模具設計軟件,為顧客量身定制,進行產品分析、模具設計、模具開發及註塑成型加工或代加工等模具制造加工的全方位生產業務(註意:我們可以根據用戶提供的圖紙或樣品開模 ,也可以提供模具設計、模具開發和註塑成型於一體的業務),與此同時提供相應配套服務。歡迎各位新老客戶來電來訪,竭誠為客戶服務,共創美好未來。
特點:模具使用壽命長、價格合理、交貨及時、
售後服務周到、全自動脫模技術。
鋼材的選擇:
為瞭確保模具的使用壽命長,性能穩定,我們在實際生產中,鋼材應具有如下屬性:
1.生產上具有經濟性(機械加工、放電加工、磨光、蝕刻和滾壓);
2.允許熱處理;
3.有足夠的鋼度和強度;
4.抗熱和抗磨損能力;
5.良好的熱傳導性及抗腐蝕性。
機械加工後,鋼還要經過熱處理才能達到足夠的表面硬度,一般通過滲碳方式進行。經過表面硬化後的鋼是制作模具型芯、型腔的重要材料。
一些註塑制品在成型過程中會釋放出刺激性的化學物質,例如鹽酸,乙酸或甲醛如果不用硬鉻或鎳沉積鍍覆加以保護,則會腐蝕模具表面,由於模具設計不合理(例如畸形、尖角等)或操作不正確,會使沉積鍍覆層脫落,此時應使用防腐蝕的鋼制造模具,而且還不用擔心可能由潮濕或冷卻劑引起的腐蝕。
常用來制造型芯、型腔鑲件的幾種鋼:
1.表面硬化鋼;
2.滲氮鋼;
3.經過淬火的鋼;
4.回火鋼;
5.馬氏體淬火鋼;
6.硬質材料合金鋼;
7.防腐蝕鋼;
8.精煉鋼;
模具澆口的作用:
1.簡潔幹凈的分離註塑制品與流道;
2.防止由於流道壁的低溫產生的冷凝層進入型腔;
3.在熔體進入型腔前剪切加熱熔體;
4.由於流道的橫截面可以變化,因此流道系統可以滿足熔體在同一時間和同一狀態下註入各個型腔。
流道系統:
設計人員可以從大量的流道系統中,為用戶選擇出質量最好成本最低的流道。這些流道系統有:
1.與註塑制品相連,成型完成後必須切除的流道;
2.可以自動與註塑制品分離並且自動脫模的流道;
3.在分模時能自動與註塑制品分離但最後留在型腔中的流道。
排氣系統:
在模具填充過程中,熔體必須置換掉型腔中的空氣。如果不能完全置換,空氣將阻礙熔體完全充滿型腔。除此之外,空氣將因受壓而溫度升高,這會燒焦其周圍的材料,成型的化合物將被分解、會氣化或在型腔壁上形成一層腐蝕物。這種結果經常會發生在排氣不充分的模具的合縫、拐角及澆口對面的凸緣處。
對於“模具排氣”的系統分類,主要的區分在於“被動”排氣:空氣因進入的熔體的壓力而排出;和“主動”排氣:制造壓力的梯度而人為地排走空氣。


批發市場僅提供代購諮詢服務,商品內容為廠商自行維護,若有發現不實、不合適或不正確內容,再請告知我們,查實即會請廠商修改或立即下架,謝謝。