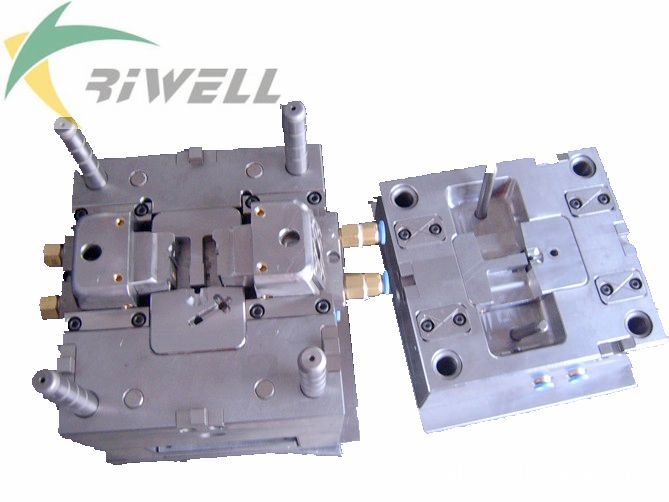
【專業品質】供應塑料模具開模,塑料產品註塑模具、模具加工
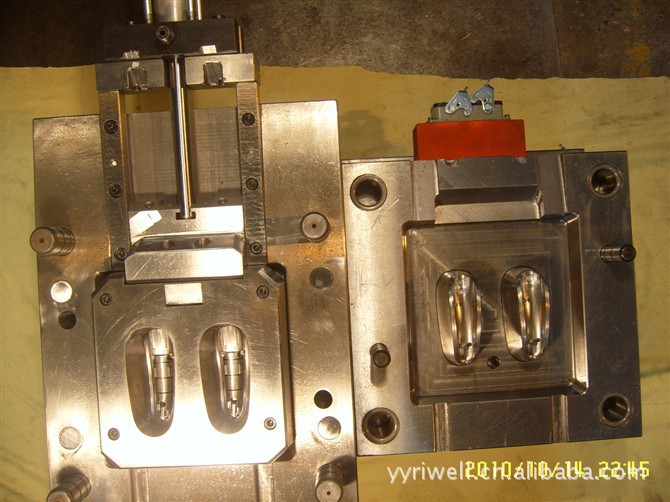
我公司設計人員具多年工業設計經驗,可很好兼顧產品結構合理與外形美觀協調性,深受老客戶好評.為客戶從設計新產品,模具開發制造,產品生產組裝,最終推向市場搶得先機!
我公司擁有二十餘年的開模經驗,根據產品性能,客戶的要求合理按排模具材質,加工工藝,盡可能的為客戶新產品上市贏得時間及空間,使客戶利益最大化。
模具壽命指在保證制件品質的前提下,所能成形出的制件數。它包括反復刃磨和更換易損件,直至模具的主要部分更換所成形的合格制件總數。
模具的失效分為非正常失效和正常失效。非正常失效(早期失效)是指模具未達到一定的工業水平下公認的壽命時就不能服役。早期失效的形式有塑性變形、斷裂、局部嚴重磨損等。正常失效是指模具經大批量生產使用,因緩慢塑性變形或較均勻地磨損或疲勞斷裂而不能繼續服役。 1模具正常壽命 模具正常失效前,生產出的合格產品的數目,叫模具正常壽命,簡稱模具壽命,模具首次修復前生產出的合格產品的數目,叫首次壽命;模具一次修復後到下一次修復前所生產出的合格產品的數目,叫修模壽命。模具壽命是首次壽命與各次修復壽命的總和。 模具壽命與模具類形和結構有關,它是一定時期內模具材料性能、模具設計與制造水平.模具熱處理水平以及使用及維護水平的綜合反映。模具壽命的高低在一定程度上反映一個地區、一個國傢的冶金工業、機械制造工業水平。 2模具失效形式及機理 模具種類繁多,工作狀態差別很大,損壞部位也各異,但失效形式歸納起來大致有三種,即磨損、斷裂、塑性變形。 (1)磨損失效 模具在服役時,與成形坯料接觸,產生相對運動。由於表面的相對運動,接觸表面逐漸失去物質的現象叫磨損。磨損失效可分為以下幾種: 1)疲勞磨損兩接觸表面相對運動時,在循環應力(機械應力與熱應力)的作用下,使表面金屬疲勞脫落的現象稱為疲勞磨損。 2)氣蝕磨損和沖蝕磨損氣蝕磨損金屬表面的氣泡破裂,產生瞬間的沖擊和高溫,使模具表面形成微小麻點和凹坑的現象叫氣蝕磨損。 沖蝕磨損液體和固體微小顆粒反復高速沖擊模具表面,使模具表面局部材料流失,形成麻點和凹坑的現象叫沖蝕磨損。 3)磨蝕磨損在摩擦過程中,模具表面和周圍介質發生化學或電化學反應,再加上摩擦力的機械作用,引起表面材料脫落的現象叫磨蝕磨損。 4)磨損的交互作用摩擦磨損情況很復雜,在一定的工況下模具與工件(或坯料)相對運動中,磨損一般不隻是以一種形式存在,往往是以多種形式並存,並相互影響。 (2)斷裂失效 模具出現大裂紋或分離為兩部分和數部分喪失服役能力時,成為斷裂失效。斷裂可分為塑性斷裂和脆性斷裂。模具材料多為中、高強度鋼,斷裂的形式多為脆性斷裂。 脆性斷裂又可分為一次性斷裂和疲勞斷裂。 (3)塑性變形失效 塑料模具在服役時承受很大的應力,而且不均勻。當模具的某個部位的應力超過瞭當時溫度下模具材料的屈服極限時,就會以晶格滑移、孿晶、晶界滑移等方式產生塑性變形,改變瞭幾何形狀或尺寸,而且不能修復再服役時,叫塑性變形失效。塑性變形的失效形式表現為鐓粗、彎曲、形腔脹大、塌陷等。 模具的塑性變形是模具金屬材料的屈服過程。是否產生塑性變形,起主導作用的是機械 負荷以及模具的室溫強度。在高溫下服役的模具,是否產生塑性變形,主要取決於模具的工作溫度和模具材料的高溫強度。 3模具壽命的影響因素 (1)模具結構的影響 模具結構對模具受力狀態的影響很大,合理的模具結構能使模具工作時受力均勻,不易偏載,應力集中小。模具種類繁多,形式差別很大,工作環境也不盡相同,下面從幾個具有共性的方面加以討論。 1)圓角半徑圓角半徑分為外(凸)圓角半徑和內(凹)圓角半徑。工作部位圓角半徑的大小,不僅對成形過程及成形件品質有影響,也對模具的失效形式及壽命產生影響。 2)模具結構形式 ①整體模具與鑲拼模具整體模具的凹圓角半徑很易造成應力集中,並由此引起開裂。 ②模具的導向采用導向裝置的模具,能保證在模具中各相關零件相互位置的精度,增加模具抗彎曲、抗偏載的能力,避免模具不均勻磨損。 (2)模具工作條件的影響 1)成形件的材料、溫度 ①材質成形件的材料有金屬和非金屬。一般來講,非金屬材料的強度低,所需的成形力小,模具受力小,模具壽命高。因此,金屬件成形模比非金屬成形模的壽命低。 ②溫度在成形高溫工件時,模具因接受熱量而升溫,隨著溫度的上升,模具的強度下降,易產生塑性變形。同時,模具同工件接觸的表面與非接觸表面溫度差別很大,在模具中造成溫度應力。 2)設備特性 ①設備的精度與剛度模具成形工件的力是由設備提供的,在成形過程中,設備因受力將產生彈性變形。 ②速度設備對模具及工件的作用力是在一段時間內逐漸增加的,設備速度影響施力過程。設備速度愈高,模具在單位時間內受的沖擊力愈大(沖量大);時間愈短,沖擊能量來不及傳遞和釋放,易集中在局部,造成局部應力超過模具材料的屈服應力或斷裂強度。因此,設備速度越高,模具越易斷裂或塑性變形失效。 3)潤滑 潤滑模具與坯料的相對運動表面,可減少模具與坯料的直接接觸,減少磨損,降低成形力。同時,潤滑劑還能在一定程度上阻礙坯料向模具傳熱,降低模具溫度,對提高模具壽命都是有利的。 (3)模具材料性能的影響 模具材料的性能對模具的壽命影響較大,這些性能包括:強度、沖擊韌度、耐磨性、耐蝕性、硬度、熱穩定性和耐熱疲勞性。 (4)模具制造過程的影響 1)在模塊鍛造時,模塊加熱和冷卻所帶來的內外溫差會產生溫差應力;鐓粗、沖孔和擴孔等過程如技術參數選擇不當易使鍛坯開裂。此外,當鍛比超過一定值後,由於形成纖維組織,橫向力學性能急劇下降,導致各向異性。 2)在模具的電加工中,會出現不同程度的變質層,此外由於局部驟熱和驟冷,還容易形成殘餘應力和龜裂。 3)模具的熱處理 模具熱處理安排在模塊鍛造、粗加工之後,幾乎是模具加工的最終工序。模具材料的選用及熱處理工序的確定對模具性能的影響極大 模具維護與保養 一. 目的:使設備能保持最佳的性能狀態和延長使用壽命,確保生產的正常進行。 二. 適用范圍:適用模具的維修和保養。 三. 定時檢查、維護:需由模具維修、上下模人員進行定時保養和檢查。 四.加工過後的模具使用電解工超音波清洗法清洗效果更好.清洗的同時起到防銹的作用 1. 每日的例行檢查和維護: 1.1 運行中的模具是否處於正常狀態 a. 是否有低壓鎖模保護; b. 活動部位如導柱、頂桿、行位是否磨損,潤滑是否良好?要求至少12小時要加一次油,特殊結構要增加加油次數。 c. 模具的固定模板的螺絲和鎖模夾是否松動; 1.2生產正常狀況:檢查產品的缺陷是否與模具有關; 1.3下機時要對模具進行全面檢查並進行防銹處理: 抹幹型腔、型芯、頂出機構和行位等部位水份並噴灑模具防銹劑或塗抹黃油。 1.4下機後的模具要放在指定地點並作好記錄: (1)模具狀況:完好還是待修。(2)下模時的防銹處理方式。 2. 每季的例行檢查: 主要是對放置兩個月以上沒有使用的模具進行清理維護。 2.1打開模具,檢查內部防銹效果,有異常情況,須重新進行防銹處理. 長期不使用的模具須塗抹黃油. 2.2 放回原位並作好記錄.


批發市場僅提供代購諮詢服務,商品內容為廠商自行維護,若有發現不實、不合適或不正確內容,再請告知我們,查實即會請廠商修改或立即下架,謝謝。