| 品牌 | 超順 | 型號 | CGHF-5KW |
| 產品用途 | 加熱,焊接,淬火,退火,調質 | 產品別名 | 高頻機,高頻感應加熱設備 |
| 節電設備類型 | 工業節能設備 |
感應加熱設備優點
1、加熱溫度高,而且是非接觸式加熱;
2、加熱效率高——節能,比老式電子管高頻設備節電70%左右,且工件越小用電量越少;
3、加熱速度快——被加熱物的表面氧化少,效果好 加熱非常均勻(可通過調節感應圈的疏密,使工件各部位獲得各自需要的溫 度),升溫快、氧化層少、退火後無廢品;
4、溫度容易控制,工件加熱均勻——產品質量穩定;
5、可以局部加熱——節能;
6、容易實現自動控制——省人力,智能;
7、作業環境好——幾乎沒有熱/噪聲和灰塵;
8、工作佔地少——生產效率高;
9、能加熱形狀複雜的工件,適用面廣,可加熱各式各樣的金屬工件(根據工件形狀不同更換可拆卸式感應圈,可根據客戶具體要求訂做感應加 熱器);
10、改善生產環境--加熱圈部分表面可用手觸摸,改善了生產現場明火或高電壓的環境條件。
11、採用最穩定的調頻控制技術,提供更高的可靠性和耐用性;
12、操作簡單 一學就會 ;
13、品質優 主要部件採用日本及歐洲著名公司產品,機器出廠前經過嚴格測試;
14、 百分之百的滿負載設計,可連續二十四小時不間斷工作。
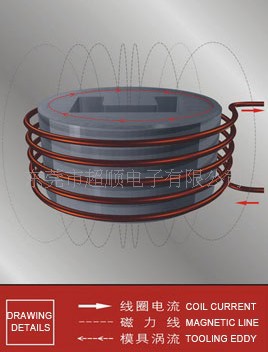
感應加熱原理:
感應加熱設備就是利用電磁感應原理,使工件在交變磁場中產生感應電流,利用感應電流通過工件所產生的熱效應.使工件表面、內孔、局部或整體加熱的一種大功率電加熱設備。
以下為各工藝解釋
一.熱鍛
1.給物體表面增加一定的硬度
2.熱沖壓就是將工件加熱變軟後沖成理想中的形狀,熱沖壓有兩優點,既可以減少工模損傷又可以減少人員工序。
3.一般熱鍛溫度為(800—900度)熱鍛過程中會形面一個氧化層,如要避免氧化層形成。
4.如果產品表面已氧化,可以酸洗清除配方:硫酸:0.5硝酸:0.3 鹽酸:0.5水:10份 使用高濃度酸浸泡5分鐘(既可)
二.焊接
1. 焊接中本體的熔點:鋼、鐵:1500度,鈦1700度,銅:1050度,鋁:600度。鋅:400度。
2.常用焊料熔點:錫絲230度、銀錫270度、鋁焊粉450-550度、銀基層700度、銅基 磷銅800度。
3.焊接牽涉到熔點和焊料的問題。
1任何兩種物體的焊接,焊前本體的溫度必須接近,焊料須選擇其中溶點最低的一個,兩體的焊接須加焊料〈根據本體選擇〉與助焊 劑( 助焊劑有得於增加流動性,清除污垢與氧化層)。
2不同的物體焊接,根據材質而定,不同的物體焊。選其中一個熔點較低的作為焊料,如果同一材質的兩本焊接,選其中一個作為焊料基台。
3焊接過程中,振蕩電流調至於60﹪左右,均勻受熱以防液體焊料流失。
三.熱處理
1.淬火:將工件加之一定溫度後放入不同的介質中泠卻,使它達到一定的硬度(洛氏硬度HRC)
1介質含有:水—鹽—沙—石灰等。相同溫度的工件,放入不同的介質內,所達到的硬度也會不同,任何物質淬火後放到水中速度最快而且硬度最高。
2不銹鋼(沒有硬度)淬火後須放入(10﹪氯化物)鹽水中才會有硬度,45號鋼加溫後放入水中硬度達到60HRC(最高硬度)模具洛鋼只能在油中浸。
2.退火:使工件變軟,用於拉伸件行業,消除硬力,針對類似薄小的產品,感應圈應大,電流溫度調節,需慢慢均勻加熱
3.回火:在一段時間內,保持一定的位置
四.熔煉
此工藝關係到一個工具,鉗鍋〈溶點為2000度〉鉗鍋的種類分為〈石墨和合金兩種材質〉在熔煉過程中會出現顏色的質變,這時須加入硼砂粉,清除去污、熔煉前必須將鉗鍋燒紅,然後再放入需熔化之物熔好之後需澆鑄,但前提是所鑄模型的溫度,必須在內450度以上,〈鑄模型一般由石膏製作成〉。
感應加熱設備的應用
(一)鍛造、軋制類
1 、各種麻類的熱軋
2 、標準件、緊固件的執鐓。如高強度螺栓、螺帽等。
3 、釬鋼、釬具的回火、鍛造、擠壓等的加熱。
4 、不銹鋼製品退火、退熱。
(二)熱處理類
1 、各種五金工具、手工工具的熱處理。如鉗子、扳手、旋具、錘子、斧頭等。
2 、各種汽車配件、摩托車配件的高頻淬火處理。如:曲軸、連桿、活塞銷、曲柄 銷、鏈輪、凸輪軸、氣門、各種搖臂軸;變速箱內各種齒輪、花鍵思、傳動半軸 、各種拔叉 叉等高頻淬火處理。
3 、各種電動工具上的齒輪、軸等的高頻淬火處理。
4 、各種液壓元件、氣動元件的高頻淬火的熱處理。如柱塞泵的柱塞、轉子泵的轉子;各種閥門上的換向軸、齒輪泵的齒輪等的淬火處理。
5 、金屬零件的熱處理。如各種齒輪、鏈輪、各種軸、花鍵軸、銷等的高頻淬火 處理。
6 、機床行業的機床床面導軌的淬火處理。 熱處理 零件淬火 齒輪淬火 不銹鋼退火等。
電路主回路


批發市場僅提供代購諮詢服務,商品內容為廠商自行維護,若有發現不實、不合適或不正確內容,再請告知我們,查實即會請廠商修改或立即下架,謝謝。