浴盆模具描述:
1.型腔數目:多型腔模具
2.型腔/型芯:P20
3.模架:C45
4.模具配件:普通國產
5.模具壽命:30萬次
6.塑料產品:PP
7.流道:普通冷流道
8.交樣時間:40天
9.設計流程:1.根據樣品,客戶意見進行產品設計 2.模流分析,確保產品的壁厚和重量 3.模具三維設計
10.設計軟件:Unigraphics, Catia, Solidwork, Auto-CAD
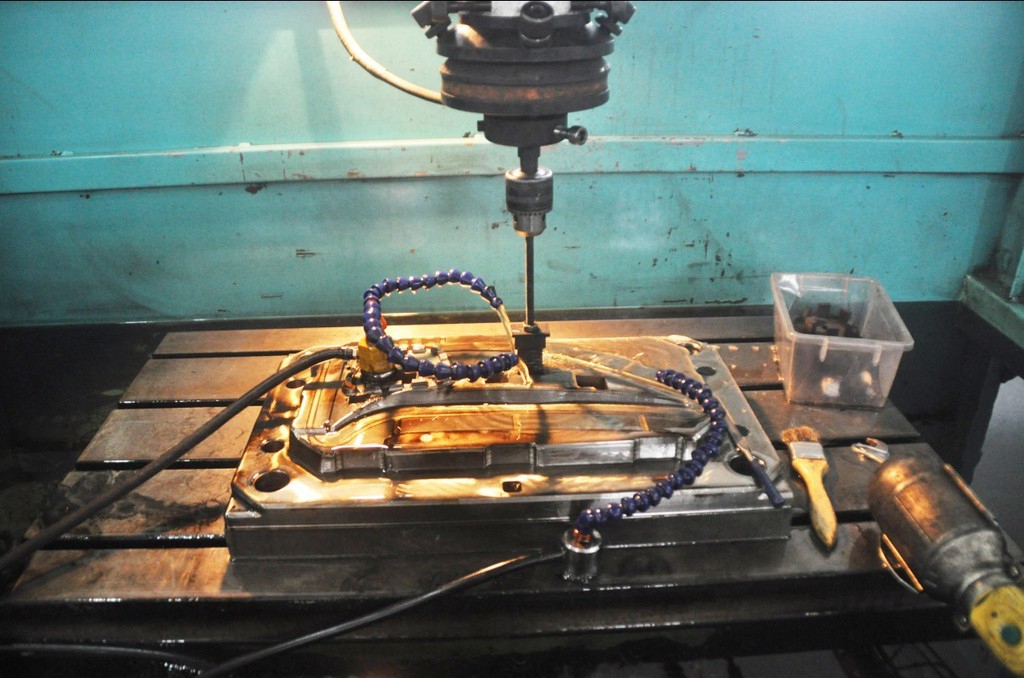
11.機器設備:鉆床:3臺 電火花:6臺 加工中心:10臺 合模機:1臺
公司介紹:
臺州市黃巖海泉塑模有限公司是一傢專業生產塑料註塑模具的廠傢,主要產品有:日用品模具、小傢電模具、汽車配件模具。本公司設有外貿部、內貿部、設計部、生產部、質檢部,匯集各種專業人才,具有新產品開發技術及生產能力。模具的質量是本公司的立足之本,模具的品質是本公司的生存之道。以卓越的品質、理想的價格,贏得各界人士的認可和贊譽,模具遠銷海內外。
聯系人:鐘敏榮
聯系電話:0576-89177221
傳真:0576-89177228
手機:18205862226
地址:浙江臺州市黃巖區北城開發區錦川路20號
模具基本結構形式
1.兩板式模具
兩板式結構模具是指主流道,流道、進料口與型腔在同一側的模具,是由分型面區分移動部分與固定部分的最普通的結構形式。
此種結構的優缺點:①結構簡單,操作方便,能滿足制品自動落下的要求;②造成故障的原因少,使用壽命長,能縮短成型周期;③模具價格便宜;④能比較容易的選擇流道形狀與位置;⑤除直接澆道之外,除非采取特殊措施,澆道位置被局限於制品的側墻面;⑥在成型之後,通常必須進行制品與澆道的切斷工作。
2.三板式模具
在動模與定模部分之間再設有一塊流道板,它與定模板之間設置有流道,與動模板之間設置有型腔,這樣構成的模具稱之為三板式結構模具。它無論是一模一膛還是一模多膛,都可以在制品的側端面以外、一般在中間的部位采用單點或多點點狀進料口,可以滿足產品外觀要求,並且省略澆道的切除工序。
三板式結構模具的優缺點為:①進料口位置能設置在制品中間;②能采用點狀口;③若采用點澆道或潛伏進料口時,可以省略人工切斷澆道工作;④必須分別取出制品與澆註系統凝料;⑤必須有開模行程足夠的註射劑;⑥結構復雜,發生問題的因素增加,使用耐久性差;⑦模具費用高;⑧成型周期長。
塑料模具常識-註塑
熱塑性塑料註塑成型這種方法即是將塑料材料熔融,然後將其註入膜腔。熔融的塑料一旦進入模具中,它就受冷依模腔樣成型成一定形狀。所得的形狀往往就是最後成品,在安裝或作為最終成品使用之前不再需要其他的加工。許多細部,諸如凸起部、肋、螺紋,都可以在註射模塑一步操作中成型出來。註射模塑機有兩個基本部件:用於熔融和把塑料送入模具的註射裝置與合模裝置。和模裝置的作用在於:1.使模具在承受住註射壓力情況下閉合;2.將制品取出註射裝置在塑料註入模具之前將其熔融,然後控制壓力和速度將熔體註入模具。目前采用的註射裝置有兩種設計:螺桿式預塑化器或雙級裝置,以及往復式螺桿。螺桿式預塑化器利用預塑化螺桿(第一級)再將熔融塑料註入註料桿(第二級)。螺桿預塑化器的優點是熔融物質量恒定,高壓和高速,以及精確的註射量控制(利用活塞沖程兩端的機械止推裝置)。這些長處是透明、薄壁制品和高生產速率所需要的。其缺點包括不均勻的停留時間(導致材料降解)、較高的設備費用和維修費用。最常用的往復式螺桿註射裝置不需要柱塞即將塑料熔融並註射。





批發市場僅提供代購諮詢服務,商品內容為廠商自行維護,若有發現不實、不合適或不正確內容,再請告知我們,查實即會請廠商修改或立即下架,謝謝。