



小頭千分尺(含英製和公製)
功能
- 分辨率:
數顯型: 英製 .00005", 公製0.001mm
徽分頭: 英製 .0001", 公製 0.01mm
機械型: 英製 .0001" , 公製 0.01mm - 防塵防水等級: IP65
- 適用乾花鍵, 鍵槽等零件的測量
- 硬質合金測量麵
- 灰色嘖漆鋼製尺架
- 棘輪測力
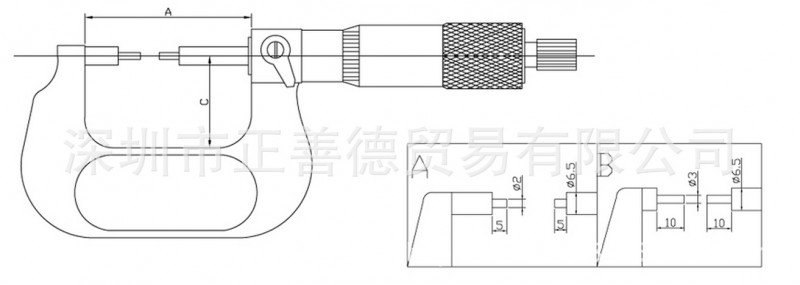
- A和B兩種測頭可選擇
- 公英製轉換
- 通電後顯示絕對測量的起始值
- 自動電源開關, 延長電池壽命
- 可提供絕對值/相對值測量模式
標準配件
- 扳手, SR44電池 (數顯型), 校對柱 (25-50mm以上規格)
- 質保卡, 使用說明書, 較準報告
- 塑料盒包裝
尺寸
| 0-1" | 57mm | 32mm |
| 1-2" | 82mm | 44.5mm |
| 2-3" | 107mm | 57mm |
| 3-4" | 132.6mm | 69.5mm |

數顯型
測量范圍 精度測 砧類型 代碼號
| 0-1" | ±.0001" | A (Ø2*5) | 118-01-1 |
| 1-2" | ±.0002" | A (Ø2*5) | 118-02-1 |
| 2-3" | ±.0002" | A (Ø2*5) | 118-03-1 |
| 3-4" | ±.0002" | A (Ø2*5) | 118-04-1 |
| 0-1" | ±.0001" | B (Ø3*10) | 118-01-3 |
| 1-2" | ±.0002" | B (Ø3*10) | 118-02-3 |
| 2-3" | ±.0002" | B (Ø3*10) | 118-03-3 |
| 3-4" | ±.0002" | B (Ø3*10) | 118-04-3 |
機械型
測量范圍 精度測 砧類型 代碼號
| 0-1" | ±.0001" | A (Ø2*5) | 118-61-1 |
| 1-2" | ±.0002" | A (Ø2*5) | 118-62-1 |
| 2-3" | ±.0002" | A (Ø2*5) | 118-63-1 |
| 3-4" | ±.0002" | A (Ø2*5) | 118-64-1 |
| 0-1" | ±.0001" | B (Ø3*10) | 118-61-3 |
| 1-2" | ±.0002" | B (Ø3*10) | 118-62-3 |
| 2-3" | ±.0002" | B (Ø3*10) | 118-63-3 |
| 3-4" | ±.0002" | B (Ø3*10) | 118-64-3 |
千分尺使用方法
量具名稱:千分尺
千分尺的分類:
① ① 按測量部位:內徑
② ② 精確程度:直接讀數
③ ③ 讀數方式:讀數 估讀
④ 數顯 量程范圍:0-25mm、25-50mm、50-75mm、75-100mm、100-125mm、125-150mm、150-175mm、175-200mm
⑤ 操作步驟:
⑥ ① 將被測物體放在表麵平整的平麵上,選擇合適量程的千分尺。
⑦ ② 當千分尺的兩個測量麵與被測表麵快接觸時,就停止旋轉微分筒,而改旋轉測力裝 置,使兩接觸麵與被測麵相接觸,等到發出“咔咔”的三聲後,即可進行讀數。
⑧ ③ 千分尺測量軸的中心線要與工件被測長度方向相一致,不要歪斜。
⑨ ④ 將千分尺固定開始讀數。
⑩ 讀數時註意:
????7????6 外徑:Ⅰ 0-25mm、25-50mm、50-75mm、75-100mm千分尺
????7????7 ① 讀出固定套筒上露出刻度線的毫米數和半毫米數。一格為0.5mm,如果讀數在 18.5-19mm之間,切記讀數後麵的0.5mm,將讀數記下來,這是第一個讀數;
????7????8 ② 讀出活動套筒上與固定套筒上基準線對齊的讀數,並估讀不足半毫米的數字,這是第二個讀數;
????7????9 ③ 固定套筒上側有十條橫刻度線,活動套筒的刻度線和固定套筒上側刻度線對 齊的那條刻度線即為第三個讀數;
????7????0 ④ 把三個讀數加起來即為測得的尺寸。
????7????1 Ⅱ 100-125mm、125-150mm、150-175mm、175-200mm千分尺
????7????2 125-150mm千分尺主尺從25mm開始讀完數加100mm
????7????3 150-175mm千分尺主尺從50mm開始讀完數加100mm
????7????4 175-200mm千分尺主尺從75mm開始讀完數加100mm
????7????5 這三種卡尺都精確到小數點後第二位,第三位為估讀。
21 外徑:Ⅰ 100-125mm、125-150mm、150-175mm、175-200mm千分尺
22 ① 同0-25mm、25-50mm千分尺讀數①;
23 ② 同0-25mm、25-50mm千分尺讀數②;
24 ③ 當固定套上的刻度線與活動套筒刻度線對齊時,則第三位讀數為0,若固定套上的 刻度線在活動套筒兩刻度線之間時,則第三位讀數估讀;
25 ④ 將三個讀數相加再加上100mm即為測得的尺寸。內徑:測量方法同外徑測量方法,最終測量尺寸直接顯示在屏幕上,讀出結果即可。
26 千分尺的校驗:校驗步驟同千分尺讀數操作步驟。
27 若千分尺不精確用標準塊校驗時固定套上的刻度線與活動套筒上的“0”刻度線不齊。則用校正工具將兩條線對齊。 切記:校正時不要用力過度,防止精密測微螺桿變形。
28 量程為25-50mm外徑讀數千分尺(精確到0.001)
29 量程為25-50mm內徑數顯千分尺(精確到0.001)
30 三爪千分尺 精確度:0.005mm 如果處於0.005-0.010mm刻度之間則第三位讀數為估讀。 量 程:11-14mm、14-17mm、17-20mm
31 讀數註意:
32 ① 三爪千分尺主要測零件的內徑,讀數時不能固定,要多次測量;
33 ② 在讀數時經常會遇到是否超過0.5mm而讀錯,在讀數時,假想轉動滾動套筒使“0”刻 度線與固定套筒的刻度線對齊,就能判斷是否超過0.5mm。
34 螺紋千分尺 用途:測量螺紋規有效徑,讀數為數顯。
35 螺紋規:通端 小、窄、尖 測量時能全部進入零件 止端 大、寬、平 測量時隻能進入零件1-2個扣
36 螺旋規M14*2.0-6G 14外徑 2.0螺距 6G公差帶(電鍍前) 量程為14-17mm三爪千分尺,精確到 0.005mm 量程為17-20mm三爪千分尺,精確到 0.005mm
37 外徑 有效徑(中徑)
38 螺距讀數註意:
39 ① 在測量外徑時用外徑千分尺,測量時應找螺紋規外徑的最大點;
40 ③ 測量有效徑(中徑)時用螺紋千分尺;
41 ④ 在測量有效徑(中徑)前應根據螺距選擇合適的測頭,安裝好歸零後方能進行測量。
42 備選測頭 螺紋規
43 量程為0-25mm螺紋千分尺(精確到0.001mm) 投影機 用途:測量一般測量工具無法測量的尺寸,倒角。
外徑千分尺常簡稱為千分尺,它是比遊標卡尺更精密的長度測量機器。
外徑千分尺的結構由固定的尺架、測砧、測微螺桿、固定套管、微分筒、測力裝置、鎖緊裝置等組成。固定套管上有一條水平線,這條線上、下各有一列間距為1毫米的刻度線,上麵的刻度線恰好在下麵二相鄰刻度線中間。微分筒上的刻度線是將圓周分為50等分的水平線,它是旋轉運動的。根據螺旋運動原理,當微分筒(又稱可動刻度筒)旋轉一周時,測微螺桿前進或後退一個螺距——0.5毫米。這樣,當微分筒旋轉一個分度後,它轉過瞭1/50周,這時螺桿沿軸線移動瞭1/50×0.5毫米=0.01毫米,因此,使用千分尺可以準確讀出0.01毫米的數值。
外徑千分尺的零位校準
使用千分尺時先要檢查其零位是否校準,因此先松開鎖緊裝置,清除油污,特別是測砧與測微螺桿間接觸麵要清洗乾凈。檢查微分筒的端麵是否與固定套管上的零刻度線重合,若不重合應先旋轉旋鈕,直至螺桿要接近測砧時,旋轉測力裝置,當螺桿剛好與測砧接觸時會聽到喀喀聲,這時停止轉動。如兩零線仍不重合(兩零線重合的標志是:微分筒的端麵與固定刻度的零線重合,且可動刻度的零線與固定刻度的水平橫線重合),可將固定套管上的小螺絲松動,用專用扳手調節套管的位置,使兩零線對齊,再把小螺絲擰緊。不同廠傢生產的千分尺的調零方法不一樣,這裡僅是其中一種調零的方法。
檢查千分尺零位是否校準時,要使螺桿和測砧接觸,偶而會發生向後旋轉測力裝置兩者不分離的情形。這時可用左手手心用力頂住尺架上測砧的左側,右手手心頂住測力裝置,再用手指沿逆時針方向旋轉旋鈕,可以使螺桿和測砧分開。
用外徑千分尺測量
【目的和要求】
瞭解外徑千分尺(螺旋測微器)的構造,掌握用它測量長度的原理和方法,並能用它進行實際的測量。
【機器和器材】
外徑千分尺,待測金屬絲。
測量前將被測物擦乾凈,松開千分尺的鎖緊裝置,轉動旋鈕,使測砧與測微螺桿之間的距離略大於被測物體。一隻手拿千分尺的尺架,將待測物置於測砧與測微螺桿的端麵之間,另一隻手轉動旋鈕,當螺桿要接近物體時,改旋測力裝置直至聽到喀喀聲。旋緊鎖緊裝置(防止移動千分尺時螺桿轉動),即可讀數。
外徑千分尺的讀數
讀數時,先以微分筒的端麵為準線,讀出固定套管下刻度線的分度值(隻讀出以毫米為單位的整數),再以固定套管上的水平橫線作為讀數準線,讀出可動刻度上的分度值,讀數時應估讀到最小刻度的十分之一,即0.001毫米。如果微分筒的端麵與固定刻度的下刻度線之間無上刻度線,測量結果即為下刻度線的數值加可動刻度的值;如微分筒端麵與下刻度線之間有一條上刻度線,測量結果應為下刻度線的數值加上0.5毫米,再加上可動刻度的值,如圖2.4-2讀數為8.384毫米,圖2.4-3讀數為7.923毫米。
有的千分尺的可動刻度分為100等分,螺距為1毫米,其固定刻度上不需要半毫米刻度,可動刻度的每一等分仍表示0.01毫米。有的千分尺,可動刻度為50等分,而固定刻度上無半毫米刻度,隻能用眼進行估計。對於已消除零誤差的千分尺,當微分筒的前端麵恰好在固定刻度下刻度線的兩線中間時,若可動刻度的讀數在40-50之間,則其前沿未超過0.5毫米,固定刻度讀數不必加0.5毫米;若可動刻度上的讀數在0-10之間,則其前端已超過下刻度兩相鄰刻度線的一半,固定刻度數應加上0.5毫米。
外徑千分尺的零誤差的判定
校準好的千分尺,當測微螺桿與測砧接觸後,可動刻度上的零線與固定刻度上的水平橫線應該是對齊的,如圖2.4-4甲所示。如果沒有對齊,測量時就會產生系統誤差——零誤差。如無法消除零誤差,則應考慮它們對讀數的影響。若可動刻度的零線在水平橫線上方,且第x條刻度線與橫線對齊,即說明測量時的讀數要比真實值小x/100毫米,這種零誤差叫做負零誤差,如圖2.4-4乙所示,它的零誤差為-0.03毫米;若可動刻度的零線在水平橫線的下方,且第y條刻度線與橫線對齊,則說明測量時的讀數要比真實值大y/100毫米,這種零誤差叫正零誤差,如圖2.4-4丙所示,它的零誤差為+0.05毫米。
對於存在零誤差的千分尺,測量結果應等於讀數減去零誤差,即物體長度=固定刻度讀數+可動刻度讀數-零誤差。
千分尺的正確使用方法、維護和保養
千分尺是常用的精密測量的量具(又叫它測微量具)。
千分尺的主要優點是它的結構設計符合阿貝原則和有穩定的測量力。(註阿貝原則――“如果要使量機得出正確的測量結果,那麼必須將機器的讀數刻度尺,安放在被量件測量中心線的延長線上”)。因此它的測量精度比遊標量具高得多,所以千分尺不適於測量精度和光潔很低的另件。千分尺也有一定的缺點,主要是“0”位(即微分筒起始位置)容易移動,還有各部零件精度受一定限製,並在使用中易於磨損,因而千分尺又不適於測量精度過高的零件。
千分尺的正確使用方法
1、使用前的註意事項:
(1) 使用前先用軟佈或乾凈棉絲擦凈兩個測量麵,然後轉動微分筒和棘輪,使這兩個測量麵輕輕地接觸並使棘輪發出“咔咔”的聲音。這時看兩測量麵間有沒有間隙(漏光),以檢查測量麵的平行性。再看“0”位是否對準,如果“0”位不對應重新調整。0-25毫米的千分尺可直接校對“0”位,大於25毫米的千分尺用校對桿校對。
(2) 旋轉微分筒時,微分筒應能夠自由靈活並諧調地沿固定套筒移動,而不應有磨卡和任何不靈活的現象。
(3) 被測工件表麵,必須經拭揩乾凈,以免臟物損壞測量麵或影響測量精度,如發現測量麵有毛刺,可用天然油石輕輕地將毛刺拋去。
2、千分尺的正確使用:
(1) 測量時左手握住尺架,右手轉動微分筒,當測量麵快要與零件表麵接觸時再旋轉棘輪至到發出“咔咔”的響聲後便可以讀數。如果把千分尺從工件上取下來讀數,應先搬動止動器把測桿固定後再取下尺來讀數,這樣的方法盡量少用,因為容易磨損測量麵。
(2) 旋轉微分筒不要很快,以防測量麵相撞擠壞千分螺桿和螺母,更不能用手掌握著微分筒使勁地擰動。旋轉棘輪時要用力均勻轉動平緩,不要猛力旋轉,這樣會使測力不穩,也容易發生撞擊。
(3) 退尺時應轉動微分筒,而不應旋轉後蓋和棘輪,以免零件松動影響“0”位。(4) 大量測量時可以把千分尺夾在鉗子上,左手拿件,右手操作千分尺進行測量。(5) 為瞭消除測量誤差,可以在原地方多測幾次取平均數。為瞭測量某些工件是否產生隋圓或錐度,更需要對不同的方向不同的位置作反復測量。


批發市場僅提供代購諮詢服務,商品內容為廠商自行維護,若有發現不實、不合適或不正確內容,再請告知我們,查實即會請廠商修改或立即下架,謝謝。