



東莞市海裕精密機械有限公司生產的機用絲錐,采用合金工具鋼或高速鋼按國傢或國際標準精製而成,精度等級為H1、H2或H3
簡介:
一種加工內螺紋的刀具,沿軸向開有溝槽。也叫螺絲攻。絲錐根據其形狀分為直槽絲錐, 螺旋槽絲錐和螺尖絲錐。直槽絲錐加工容易,精度略低,產量較大。一般用於普通車床,鉆床及攻絲機的螺紋加工用,切削速度較慢。螺旋槽絲錐多用於數控加工中心鉆盲孔用,加工速度較快,精度高,排屑較好、對中性好。螺尖絲錐前部有容削槽,用於通孔的加工。現在的工具廠提供的絲錐大都是塗層絲錐,較未塗層絲錐的使用壽命和切削性能都有很大的提高。
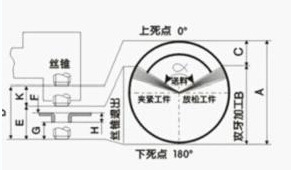
機用和手用絲錐是切製普通螺紋的標準絲錐。中國習慣上把製造精度較高的高速鋼磨牙絲錐稱為機用絲錐,把碳素工具鋼或合金工具鋼的滾牙(或切牙)絲錐稱為手用絲錐,實際上兩者的結構和工作原理基本相同。通常,絲錐由工作部分和柄部構成。工作部分又分切削部分和校準部分,前者磨有切削錐,擔負切削工作,後者用以校準螺紋的尺寸和形狀。
用途:
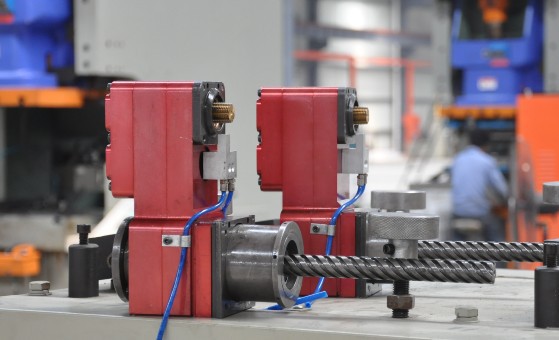
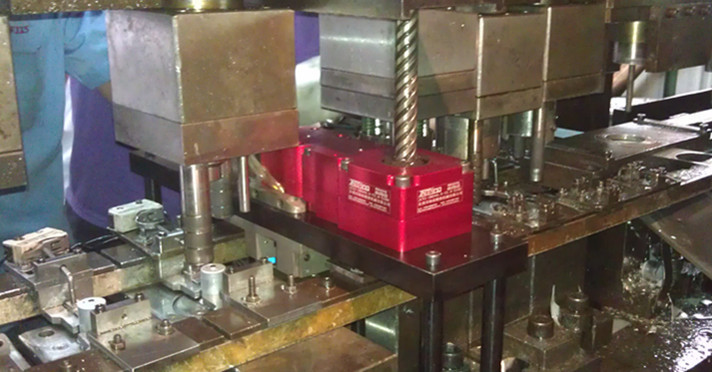
供加工螺母或其他機件上的普通內螺紋用(即攻絲).機用絲錐通常是指高速鋼磨牙絲錐,適用於在機床上攻絲;手用絲錐是指碳素工具鋼或合金工具鋼滾牙(或切牙)絲錐,適用於手工攻絲。
絲錐是加工各種中、小尺寸內螺紋的刀具,它結構簡單,使用方便,既可手工操作,也可以在機床上工作,在生產中應用得非常廣泛。
對於小尺寸的內螺紋來說,絲維幾乎是唯一的加工刀具。絲維的種類有:手用絲維、機用絲錐、螺母絲錐、擠壓絲錐等。特點 絲錐通常分單支或成組的。中小規格的通孔螺紋可用單支絲錐一次攻成。當加工盲孔或大尺寸螺孔時常用成組絲錐,即用 2支以上的絲錐依次完成一個螺孔的加工。成組絲錐有等徑和不等徑兩種設計。等徑設計的絲錐,各支僅切削錐長度不同;不等徑設計的絲錐,各支螺紋尺寸均不相同,隻有最後一支才具有完整的齒形。不等徑設計的絲錐切削負荷分配合理,加工質量高,但製造成本也高。梯形螺紋絲錐常采用不等徑設計。新型結構 為瞭提高絲錐的切削效率、改善容屑和排屑狀況,減少崩齒和折斷,現代絲錐有多種新型結構。①螺尖絲錐:切削部分磨有斜槽,形成負的刃傾角(見刀具),切削時切屑向前排出,適於加工通孔。②螺旋槽絲錐:容屑槽為螺旋形,在加工盲孔右旋螺紋時,絲錐要製出右螺旋容屑槽,使切屑向前排出,不刮傷螺紋。③無槽擠壓絲錐:靠擠壓孔壁時金屬的塑性變形形成螺紋,主要用於加工鋁合金、銅等塑性材料,也可加工低碳鋼和不銹鋼。絲錐前端的擠壓錐部是錐形螺紋。為瞭減少摩擦、降低擠壓力,絲錐斷麵做成多邊形。擠壓絲錐強度高,特別適於加工直徑在6毫米以下的小規格螺孔。 ④跳牙絲錐:沿刀齒螺旋線方向相間磨去一齒,因而增大瞭切屑厚度,有利於斷屑和排屑,用於加工不銹鋼等工件。⑤內排屑絲錐:切屑從絲錐的內孔中排出,用於加工大規格螺孔。⑥自動收縮絲錐:攻絲完畢後絲錐刀齒能自動向內收縮,以便快速退出。⑦拉削絲錐:是一把刀齒分佈在螺旋線上的拉刀,常用於加工梯形和方牙螺紋。⑧硬質合金絲錐:主要用於加工鑄鐵和有色金屬,切削效率和刀具壽命較高。
東莞市海裕精密機械有限公司
聯系電話:0769-38936258
地 址:東莞市橫瀝鎮山廈工業區
www.tapping.com.cn
新手教學


批發市場僅提供代購諮詢服務,商品內容為廠商自行維護,若有發現不實、不合適或不正確內容,再請告知我們,查實即會請廠商修改或立即下架,謝謝。