






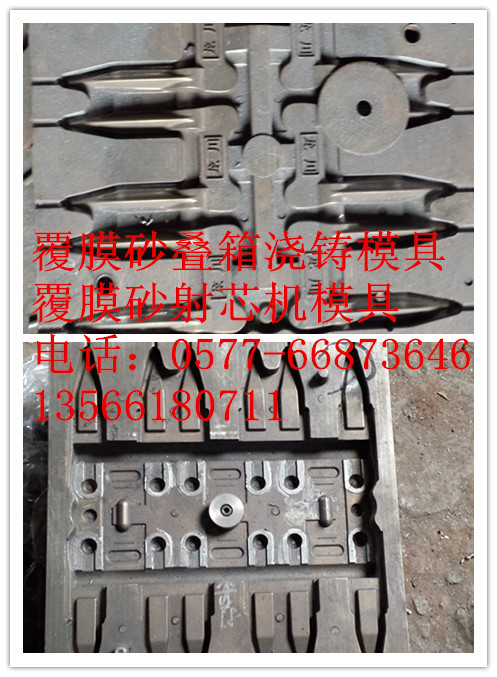



覆膜砂疊型鑄造工藝,涉及金屬零件的鑄造成型,包括製模、型砂製備、芯型製作、芯型成形、合模、澆註等步驟,製成的模型為金屬模型,型砂製備中所用的原料是覆膜砂,使用射芯機進行芯型製作和芯型成形,合模時垂直疊放芯型,構成疊型澆註系統。成形強度高,流動性好,能夠製造形狀復雜的砂芯,砂芯表麵質量好,其潰散性好,鑄件容易清理。使用射芯機進行芯型製作和芯型成形,生產效率高,起模容易,砂型的尺寸精度高。由芯型疊加組成疊型澆註系統,在澆註時承壓力大,填充力強,產量及成品率高,在保證質量的同時生產成本也有所下降,能夠承擔高精度小型鑄件的大批量生產。
砂芯的製造方法是根據砂芯尺寸、形狀、生產批量及具體生產條件進行選擇的。在生產中,從總體上可分為手工製芯和機器製芯。手工製芯可分為芯盒製芯和刮板製芯。機器製芯可分為:盒外固化製芯、盒內固化製芯、不固化製芯。盒內固化製芯又包括熱芯盒法製芯、覆膜砂法製芯、冷芯盒法製芯、自硬砂法製芯。熱芯盒製芯是用熱固化性樹脂粘結劑和催化劑配製成的芯砂,射入加熱到一定溫度的芯盒內,待砂芯硬化後取出,得到表麵光潔、尺寸精確、強度高的砂芯。
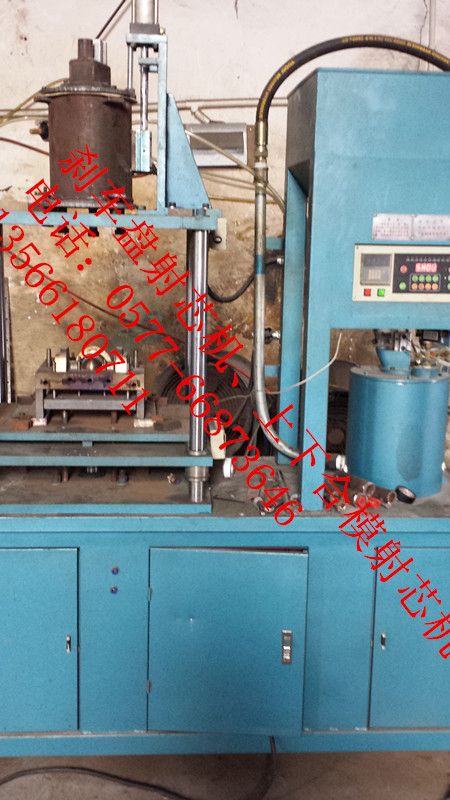
覆膜砂殼型射芯機疊澆:就是采用覆膜砂上型,下型隨型做的砂殼,隨鑄件的型狀而製,得到理想的型腔,砂殼一層層疊放,一般疊七--八層。用專用的卡具上下卡好,上麵放個一澆口杯,這樣的澆註方法省澆道,鐵水利用率高。用覆膜砂熱芯盒射芯機造型或造芯,生產投資少,效益好。從設備投資看,主要購置一臺射製覆膜砂的射芯機既可,一般廠傢均能辦到。從人員配置及工時消耗看,由於采用射芯機造芯,生產效率高,鑄件內腔的表麵質量光潔度高,鑄出的鑄件好清理,覆膜砂的砂芯或砂型強度高,潰散性好,能鑄造出形狀復雜的鑄件。熱芯盒覆膜砂模具的製造精度:組織轉變不均勻、不徹底及熱處理形成的殘餘應力過大造成模具在熱處理後的加工、劃線平板裝配和模具使用過程中的變形,從而降低模具的精度,甚至報廢。
模具的強度:熱處理工藝製定不當、熱處理操作不規范或熱處理設備狀態不完好,造成被處理模具強度(硬度)達不到設計要求。


批發市場僅提供代購諮詢服務,商品內容為廠商自行維護,若有發現不實、不合適或不正確內容,再請告知我們,查實即會請廠商修改或立即下架,謝謝。




