




A型澆口套
B型澆口套

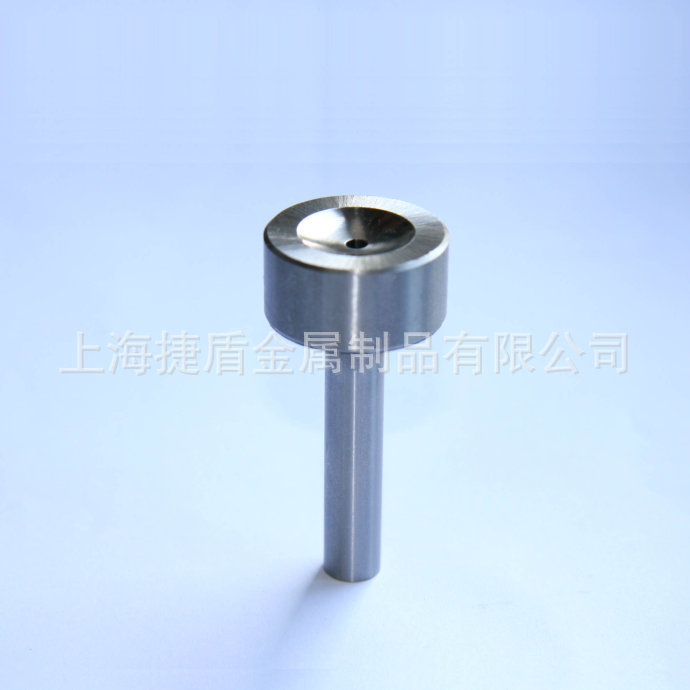
C型澆口套
唧嘴也叫澆口套、灌嘴、澆口灌。
唧嘴是塑膠模具用於連接成型模具與註塑機的金屬配件。
唧嘴也可以被描述為是讓熔融的塑料材料從註塑機的噴嘴註入到模具內部的流道組成零件。
螺栓型唧嘴是用2支螺栓固定的唧咀,通過螺栓固定,可防止因註塑壓力導致唧咀脫落。
澆口套按照外觀的不同可以分為:A型、B型、C型、D型、E型等,常用的是A、B、C三種型號。A型澆口套具有特殊的螺栓固定介面,通過螺栓進行固定,可防止註塑壓力過大導致澆口套脫落。
澆口套製造材料
1.SKD61熱作模具鋼,可以製造出高端的非常耐用的澆口套,硬度可以達到48~52HRC。使用SKD61製作的澆口套具有耐高溫耐用,成型的產品質量優異的特點。
2.SUJ2軸承鋼,為中端澆口套之常用製造材料,熱處理硬度在±HRC52左右。
3.S45C,低端模具所采用的材料,高溫後需噴灑防銹油等防銹處理,以防止生銹。
熱作模具鋼製造的唧嘴具有耐熱耐磨耐用的特性;為瞭防止塑膠材料的泄露,進料口一般設計成R角度弧形流水型過渡。
選擇澆口位置的技巧
1.將澆口放置於產品最厚處,從最厚處進澆可提供較佳的充填及保壓效果。
如果保壓不足,較薄的區域會比較厚的區域更快凝固
避免將澆口放在厚度突然變化處,以避免遲滯現象或是短射的發生
2.可能的話,從產品中央進澆
將澆口放置於產品中央可提供等長的流長
流長的大小會影響所需的射出壓力
中央進澆使得各個方向的保壓壓力均勻,可避免不均勻的體積收縮
3 澆口
澆口是一條橫切麵麵積細小的短槽,用以連接流道與模穴.橫切麵麵積所以要小,目的是要獲得 以下效果:
1.模穴註不久, 澆口即冷結.
2.除水口簡易.
3.除水口完畢,僅留下少許痕跡
4.使多個模穴的填料較易控製.
5.減少填料過多現象.
1.3.1 設計澆口的方法並無硬性規定,大都是根據經驗而行,但有兩個基本要素須加以折衷考慮:
1. 澆口的橫切麵麵積愈大愈好,而槽道之長度則愈短愈佳,以減少塑料通過時的壓力損失.
2. 澆口須細窄,以便容易冷結及防止過量塑料倒流.故此澆口在流道中央,而它的橫切麵
應盡可能成圓形.不過, 澆口的開關通常是由模件的開關來決定的.
1.3.2澆口尺寸
澆口的尺寸可由橫切麵積和澆口長度定出,下列因素可決定澆口最佳尺寸:
1.膠料流動特性
2.模件之厚薄
3.註入模腔的膠料量
4.熔解溫度
5.工模溫度
1.3.3 決定澆口位置時,應緊守下列原則 :
1.註入模穴各部份的膠料應盡量平均.
2.註入工模的膠料,在註料過程的各階段,都應保持統一而穩定的流動前線.
3.應考慮可能出現焊痕,氣泡,凹穴,虛位,射膠不足及噴膠等情況.


批發市場僅提供代購諮詢服務,商品內容為廠商自行維護,若有發現不實、不合適或不正確內容,再請告知我們,查實即會請廠商修改或立即下架,謝謝。




