




製定模具製作綜合實驗計劃
製定模具製作綜合實驗計劃就是根據模具製作綜合實驗的長短和綜合實驗的任務,具體安排一個實習進程,以便實驗工作有條不絮的進行。
下麵是按三周實習時間安排的一個生產計劃
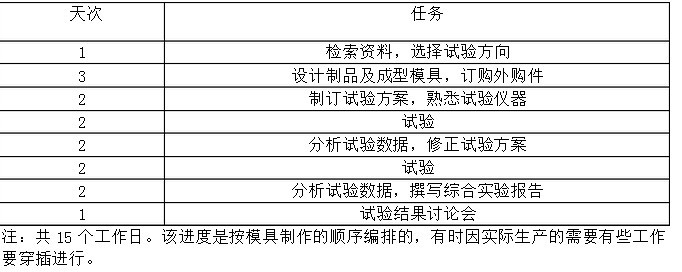
不同的是他是一個冷沖壓的造件,而我們是主營熱鍛模
一種夾頭鑲片,而我們的是夾頭模具,這是性質上的一種不同



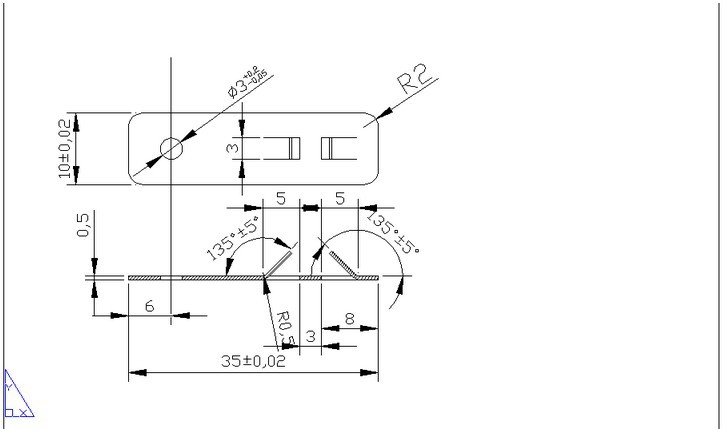
模具名稱:快速可旋轉夾頭
模具特點:不是很大型,可放置,快速型
為什麼選擇我們?
我們的優勢!
★1.快速反應:承諾以最快的時間給予您詳細的報價說明及產品資料;承諾以最短的時間為你量身定製你要求的產品
★2.優質的產品和價格:我公司的產品廠傢自行生產,縮短瞭廠傢和客戶之間的距離,從而大大降低瞭產品的成本,產品優質,並切實將我公司的規模效應所獲得的優勢直接優惠於客戶
★3.貼心的服務:我公司所出售產品均享受部分有償服務。量大或者長期合作客戶更可成為我公司VIP客戶,享受更加實惠的價格和貴賓般的服務。
裝模與試模
1、模具的安裝
沖模製造好後,必須根據沖裁力的大小,閉合高度等條件,將它安裝在適當的壓力機上試沖和調整,通過試沖才能發現沖模的各種缺陷,從而再分析原因進行調整或修理,直至沖出格的零件為止。
沖模的安裝過程如下:
(1)安裝沖模前,必須進一步熟悉沖壓工藝和沖模圖紙,檢查所要安裝的沖模和壓力機是否完好正常。
(2)準備好安裝沖模所需要的緊固螺栓、螺母、壓板、墊塊、墊板及沖模上的附件(頂桿
推桿等)
(3)
測量沖模的閉合高度,並根據測量的尺寸調整壓力機滑塊的高度,使滑塊在下死點時,滑塊底麵與工作麵之間的距離略大於沖模的閉合高度(若有墊板應為沖模閉合高度與墊板之和)
(4)沖模放入壓力機之前,應清除粘附在沖模上下表麵,壓力機滑塊底麵工作臺麵上的雜物,並應擦洗乾凈。
(5)取下模柄鎖緊塊,將沖模推入,使模柄緊靠模柄孔,墊板間距要使廢料能夠漏下,合上鎖緊塊,再將壓力機滑塊停在下死點,並調整壓力機滑塊高度,使滑塊與沖模頂麵接觸。
(6)緊固鎖模塊,安裝下模壓板,但不要將螺銓拉得太緊。
(7)將壓力機滑塊上調3-5mm,開動壓力機使滑塊停在上死點,擦凈導柱導套部位並加潤滑油再點動壓力機,使滑塊上下運動1-2次後使滑塊停在下死點,靠導柱導套將上下模具的位置導正後將壓板螺栓固牢。
(8)有彈頂器的安裝下模彈頂器
(9)開動壓力機並逐步調整滑塊高度,先將上下模之間放入低片,使紙片剛好切斷後再放入試沖材料,剛好沖下零件後,將連桿螺釘鎖緊。
(10)若上模有頂桿(打料桿)時,要插入挺桿調整壓力機的卸料螺釘,剛好使挺桿壓住打料桿為止,即打下零件為止。



如果有什麼問題請及時聯系客服
聯系我們 Contact us


批發市場僅提供代購諮詢服務,商品內容為廠商自行維護,若有發現不實、不合適或不正確內容,再請告知我們,查實即會請廠商修改或立即下架,謝謝。




