




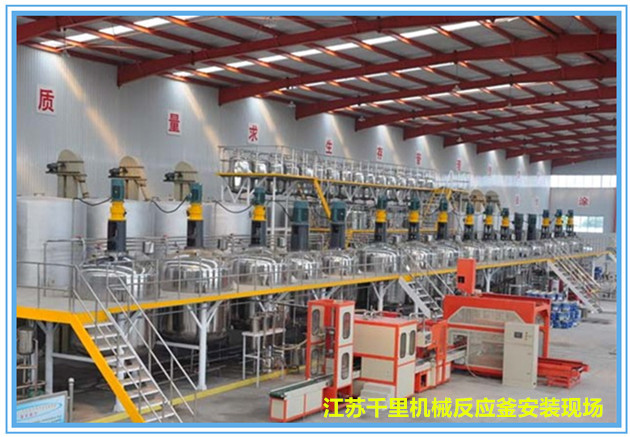
江蘇千裡機械有限公司是江蘇省定點生產高壓壓力容器的廠傢,製造許可證:TS2210M238-2020
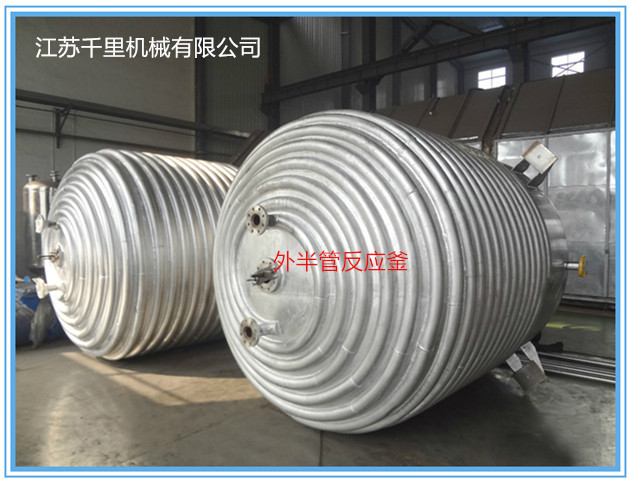
反應釜廣泛應用於:石油、化工、橡膠、農藥、染料、醫藥、食品,用來完成硫化、硝化、氫化、烴化、聚合、縮合等工藝過程的壓力容器,例如反應器、反應釜、分解鍋、聚合釜等;材質一般有碳錳鋼、不銹鋼、鋯、鎳基(哈氏、蒙乃爾、因康鎳)合金及其它復合材料;

反應釜的分類:
根據反應釜的製造結構可分為:開式平蓋式反應釜、開式對焊法蘭式反應釜和閉式反應釜 三大類,每一種結構都有他的適用范圍和優缺點。
根據反應釜的密封型式不同可分為:填料密封,機械密封和磁力密封。
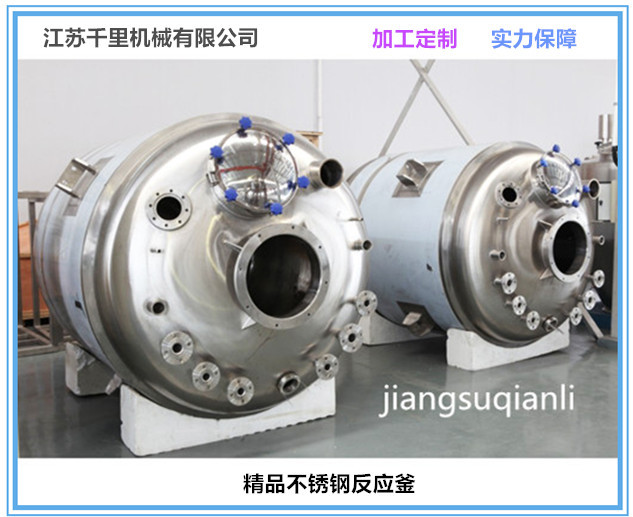
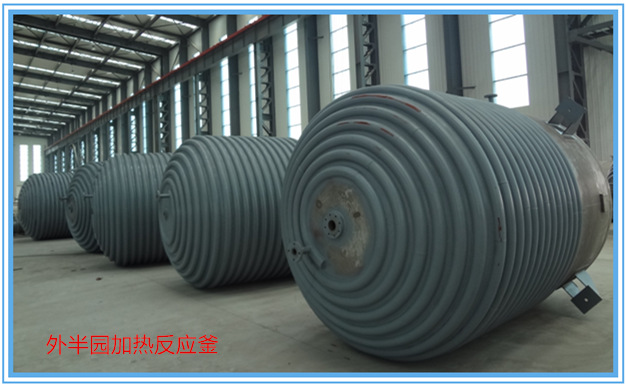
反應釜由釜體、釜蓋、夾套、攪拌器、傳動裝置、軸封裝置、支承等組成。攪拌形式一般有錨式、槳式、渦輪式、推進式或框式等,攪拌裝置在高徑比較大時,可用多層攪拌槳葉,也可根據用戶的要求任意選配。並在釜壁外設置夾套,或在器內設置換熱麵,也可通過外循環進行換熱。加熱方式有電加熱、熱水加熱、導熱油循環加熱、遠紅外加熱、外(內)盤管加熱等,冷卻方式為夾套冷卻和釜內盤管冷卻,攪拌槳葉的形式等。支承座有支承式或耳式支座等。轉速超過160轉以上宜使用齒輪減速機.開孔數量、規格或其它要求可根據用戶要求設計、製作。

低壓反應釜,一般是指1.6MPa以下的反應釜。由於工藝條件和介質的不同,反應釜的材料選擇及結構也不盡相同,但基本組成是相同的,它包括傳動裝置、傳熱和攪拌裝置、釜體(上蓋、筒體、釜底)、工藝接管等。設備的外觀尺寸,一般取反應釜有效高度Hgz/反應釜內徑Di=1.0~1.2,如果Hgz/Di>1.5,則需增設槳葉數。槳葉直徑di通常取1/3/Di,上、下槳葉的間距應略大於槳徑。在設備的結構上設置必要的傳熱和攪拌裝置是為瞭強化反應過程
江蘇千裡機械有限公司是江蘇省定點生產高壓壓力容器的廠傢,製造許可證:TS2210M238-2020
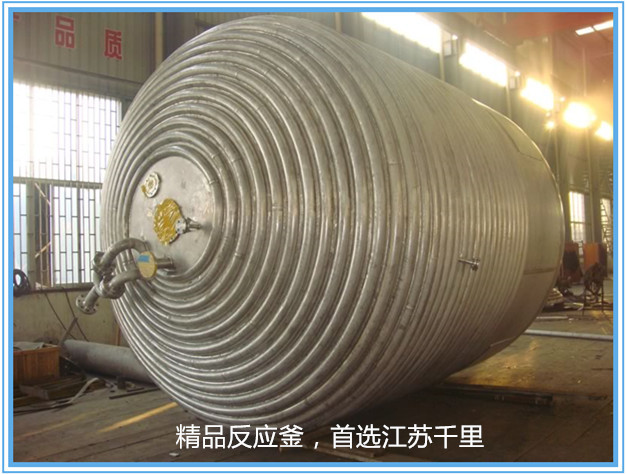
反應釜結構基本相同,除有反應釜體外,還有傳動裝置、攪拌和加熱(或冷卻)裝置等,可改善傳熱條件,使反應溫度控製得比較均勻,並不強化傳質過程。
二、操作壓力反應釜操作壓力較高。釜內的壓力是化學反應產生或由溫度升高而形成,壓力波動較大,有時操作不穩定,突然的壓力升高可能超過正常壓力的幾倍,因此,大部分反應釜屬於受壓容器。
反應釜的安裝及使用註意事項:
1、高壓釜應放置在室內。在裝備多臺高壓釜時,應分開放置。每間操作室均應有直接通向室外或通道的出口,應保證設備地點通風良好。
2、在裝釜蓋時,應防止釜體釜蓋之間密封麵相互磕碰。將釜蓋按固定位置小心地放在釜體上,擰緊主螺母時,必須按對角、對稱地分多次逐步擰緊。用力要均勻,不允許釜蓋向一邊傾斜,以達到良好的密封效果。
3、正反螺母聯接處,隻準旋動正反螺母,兩圓弧密封麵不得相對旋動,所有螺母紋聯接件有裝配時,應塗潤滑油。
4、針型閥系線密封,僅需輕輕轉動閥針,壓緊密封麵,即可達到良好的密封效果。
5、用手盤動釜上的回轉體,檢查運轉是否靈活。
江蘇千裡機械有限公司是江蘇省定點生產高壓壓力容器的廠傢,製造許可證:TS2210M238-2020

6、控製器應平放於操作臺上,其工作環境溫度為10-40℃,相對濕度小於85%,周圍介質中不含有導電塵埃及腐蝕性氣體。
7、檢查麵板和後板上的可動部件和固定接點是否正常,抽開上蓋,檢查接插件接觸是否松動,是否有因運輸和保管不善而造成的損壞或銹蝕。
8、控製器應可靠接地。

9、連接好所有導線,包括電源線、控製器與釜間的電爐線、電機線及溫度傳感器和測速器導線。
10、將麵板上“電源”空氣總開關合上,數顯表應有顯示。
11、在數顯表上設定好各種參數(如上限報警溫度、工作溫度等)然後,按下“加熱”開關,電爐接通,同時“加熱”開關上的指示燈亮。調節“調壓”旋鈕,即可調節電爐加熱功率。
12、按下“攪拌”開關,攪拌電機通電,同時“攪拌”開關上的指示燈亮,緩慢旋動“調速”旋鈕,使電機緩慢轉動,觀察電機是否為正轉,無誤時,停機掛上皮帶,再重新啟動。
江蘇千裡機械有限公司是江蘇省定點生產高壓壓力容器的廠傢,製造許可證:TS2210M238-2020
13、操作結束後,可自然冷卻、通水冷卻或置於支架上空冷。待溫降後,再放出釜內帶壓氣體,使壓力降至常壓(壓力表顯示零),再將主螺母對稱均等旋松,再卸下主螺母,然後小心地取下釜蓋,置於支架上。
14、每次操作完畢,應清除釜體、釜蓋上殘留物。主密封口應經常清洗,並保持乾凈,不允許用硬物或表麵粗糙物進行擦拭。
為瞭提高紫銅反應釜焊接質量,我們經常用氣體保護電弧焊就是用氬、二氧化碳等氣體隔絕大氣,以保護紫銅焊接時的電弧和熔池率;同時在焊條藥皮中加入對氧親和力大的鈦鐵粉進行脫氧,就可以保護焊條中有益元素錳、矽等免於氧化而進入熔池,冷卻後獲得優質焊縫。
紫銅反應釜焊接時,形成的連接兩個被連接體的接縫稱為焊縫。焊縫的兩側在紫銅焊接時會受到紫銅焊接熱作用,而發生組織和性能變化,這一區域被稱為熱影響區。紫銅焊接時因工件材料紫銅焊接材料、紫銅焊接電流等不同,焊後在焊縫和熱影響區可能產生過熱、脆化、淬硬或軟化現象,也使焊件性能下降,惡化紫銅焊接性。這就需要調整紫銅焊接條件,焊前對焊件介面處預熱、焊時保溫和焊後熱處可以改善焊件的紫銅反應釜的焊接質量。

反應鍋規格(L) | 電熱功率 (KW) | 內鍋尺寸(mm) | 夾套尺寸(mm) | 外徑尺寸(mm) | 電機功 率 | 攪拌 轉速(轉/分) |
30L | 3×2KW | Ø350 | Ø550 | Ø718×1900 | 0.55KW | 85 |
50L | 3×2KW | Ø400 | Ø600 | Ø824×2015 | 0.75KW | 85 |
100L | 6×2KW | Ø500 | Ø700 | Ø1004×2120 | 1.1KW | 85 |
200L | 6×2KW | Ø600 | Ø800 | Ø1104×2300 | 1.5KW | 85 |
300L | 6×3KW | Ø700 | Ø900 | Ø1208×2495 | 2.2KW | 85 |
500L | 9×4KW | Ø900 | Ø1100 | Ø1468×2695 | 2.2KW | 85 |
1000L | 12×4KW | Ø1200 | Ø1400 | Ø1896×3110 | 4.0KW | 85 |
2000L | 15×4KW | Ø1400 | Ø1600 | Ø2005×3500 | 5.5KW | 85 |
3000L | 15×4KW | Ø1600 | Ø1800 | Ø2165×3600 | 7.5KW | 85 |
4000L | 15×4KW | Ø1700 | Ø1900 | Ø2265×3800 | 11KW | 85 |
5000L | 18×5KW | Ø1800 | Ø2000 | Ø2370×4000 | 15KW | 85 |
6000L | Ø2000 | Ø2200 | Ø2570×4700 | 15KW | 85 | |
8000L | Ø2200 | Ø2400 | Ø2900×4700 | 18.5KW | 85 | |
10000L | Ø2400 | Ø2600 | Ø3150×4900 | 18.5KW | 85 |
技術聯系人:13705106978,張先生


批發市場僅提供代購諮詢服務,商品內容為廠商自行維護,若有發現不實、不合適或不正確內容,再請告知我們,查實即會請廠商修改或立即下架,謝謝。




