礦酯油性防腐蝕膠帶系統
本方法適用於管道維護和閥門、法蘭、儲罐、三通、塔體、缸體、樁體等異型管件。
1、工件除銹:
用鋼絲刷將工件表麵的松動的鐵銹及漆皮清除。對特殊的地方,可以有選擇性的用動力工具清除鐵銹、舊漆皮及外來物質。除銹等級應達到國標<<塗裝前鋼材表麵銹蝕等級和除銹等級>>中的St2級或國外標準中SSPC-SP2級手動工具清理除銹等級。
2、施塗配套底漆:
1、用手,刷子,戴手套或用滾子等皆可塗刷底漆。
2、在準備纏繞膠帶的工件表麵上均勻地塗一薄層底漆。
3、對於工件的孔洞,肩角,縫隙及管螺紋等處應多塗一些底漆。
4、對於一些狹窄的螺紋,縫隙等處可以適當采用刷子來塗抹。
3、施用配套膩子:
1、對於諸如閥門,法蘭,管接頭等形狀較復雜的工件,可以采用膩子對其進行造型,避免在後麵纏繞膠帶時產生橋連或空洞。
2、可以使用油灰刀或帶手套來施用膩子。
3、規整極不平滑的表麵,清除孔洞中的空氣。
4、應該施用連接到原有防腐層上至少100毫米的位置。
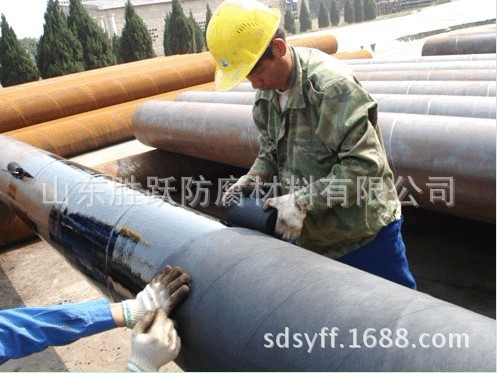
4、纏繞礦酯油帶:
1、使用油帶最好采用螺旋式纏繞,每纏一道應保證與前一道有至少25.4mm( 1″)的搭邊。對於極端的環境條件,可以采用55%寬度的搭邊,以達到雙層防護的效果。
2、若施工空間過於狹小,則可以考慮縱向應用膠帶,正如“卷煙”似的包裹。保證至少100mm(4″)的搭邊,並應使搭接處處於管道的頂部一側以得到類似“簷板”的防護效果。
3、纏繞時應註意,要緊緊地按住始端,使其緊貼於工件表麵,應避免將膠帶放得太長,那樣極易發生褶皺和產生空隙。因此要求在纏繞的過程中應始終保持一定的拉力。
4、保持足夠的拉力以得到連續平整的表麵。註意不要拉長帶子。隨著纏繞,應將出現的褶皺和氣泡趕平。
5、膠帶接頭之間應保證有至少100mm(4″)的搭接,且接合處應位於管道的上半部分。每纏繞一卷,應用手沿螺旋纏繞方向壓平搭接處。
6、對垂直方向的工件,應從底部開始向上進行纏繞以達到類似“簷板”的保護效果。
7、在對膠帶及搭邊處進行壓平時,可以在手上或手套上塗抹少許底漆,這樣更便於操作且尤其適於在冷天或冷的工件。在鋼結構上施用時更應采用這種方法。
5、纏繞外保護帶
1、在防腐油帶外再螺旋纏繞一層自粘性的外防護帶或塑料膜。
2、建議在交通繁忙和機械接觸頻繁的地方應使用外防護帶。
3、對埋地及水下應用中應使用外防護帶,以抵禦來自土壤的壓力和應力,提供機械保護,防止礦酯化合物向土壤流失並增強防護層的電絕緣性。
礦 酯 油 性 防 腐 蝕 膠 帶 產 品 性 能
項目名稱 | 產 品 性 能 參 數 |
顏 色 | 淺黃、白色、銀色 |
組 成 | 惰性礦酯、填料、緩蝕劑等成分浸漬和塗敷在合成纖維上。 |
特 點 | 組成穩定,不硬化、不固化、不開裂,具有優異的柔性和可塑性,耐無機酸、堿、鹽的腐蝕,有良好的絕緣性。可在水下施工。 |
作 用 | 在搭邊處自身粘合,形成連續的油性防護層,隔絕水和空氣。 |
油 帶 拉 伸 強 度 | 最小45 磅 力/ 英寸 ( 200牛頓 / 25毫米 ) |
水 蒸 氣 滲 透 率 | 0.006Per ms平 均 ( ASTM E96-66 步驟A ) |
絕 緣 電 壓 | ≥16kV 55% 重 疊 |
重 量 | 0.295磅/平方英尺 平均1.44千克 / 平方米 |
施 工 溫 度 范 圍 | ( -5℃到 55℃ ) |
適 用 溫 度 范 圍 | (-168℃到 110℃ ) |
厚 度 | 55密 耳 (1.2 毫 米) 平 均 |
長 度 | 33英 尺 / 軸 ( 10 米/卷) |
寬 度 | 2"—12" ( 50、75、100、150、200、250、300毫 米 ) |


批發市場僅提供代購諮詢服務,商品內容為廠商自行維護,若有發現不實、不合適或不正確內容,再請告知我們,查實即會請廠商修改或立即下架,謝謝。