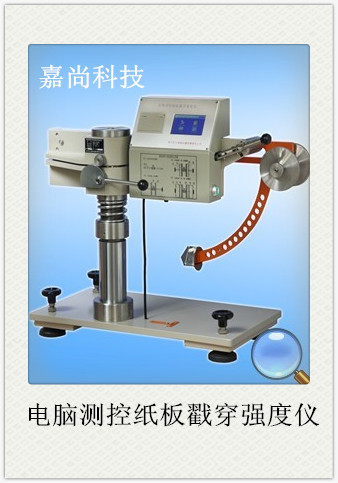




DCP-CCY48 電腦測控紙板戳穿強度機 戳穿強度測定機 電子紙板戳穿強度試驗機 四川長江機器 嘉尚科技
電腦測控紙板戳穿強度機名稱:紙板戳穿強度機,瓦楞紙板戳穿強度試驗機,紙板戳穿強度測定機,微電腦紙板戳穿強度測定機.電子紙板戳穿強度試驗機
電腦測控紙板戳穿強度機型號: DCP-CCY48
電腦測控紙板戳穿強度機品牌:四川長江機器
電腦測控紙板戳穿強度機簡介:微電腦紙板戳穿強度測試機是瓦楞紙板抗戳穿性能(即戳穿強度)專用測試機器。本紙板戳穿強度測試機具有快速壓緊、操作手柄自動復位及安全防護可靠、帶液晶顯示、熱敏打印機等特點,適用范圍廣,是紙板紙箱生產、科研及商檢等企業和部門不可缺少的常用機器。
1、概述
DCP-CCY48型電腦測控紙板戳穿強度機是瓦楞紙板抗戳穿性能(即戳穿強度)測定的專用機器,其主要技術參數符合ISO3036《紙板—戳穿強度的測定》和GB2679•7《紙板戳穿強度的測定法》的有關規定。產品具有快速壓緊、操作手柄自動復位及安全防護可靠等特點,其測試精度高,性能可靠,並帶有計算功能,可以打印測試數據及其平均值,是紙箱生產廠、科研及質量監督檢驗等企業和部門不可缺少的常用機器。

2主要技術特性
2.1測量范圍及示值誤差
機器測量范圍為(1~48)J,整個測量范圍分四檔,各檔測量范圍及示值誤差見下表:
| 測試檔位 | 測量范圍 | 示值誤差 |
| A檔 | (1~6)J | ±0.05J |
| B檔 | (1~12)J | ±0.10J |
| C檔 | (1~24)J | ±0.20J |
| D檔 | (1~48)J | ±0.50J |
| 註:示值誤差隻在各檔測量上限值的20%~80%范圍內保證。 | ||
註:示值誤差隻在各檔測量上限值的20%~80%范圍內保證。
2.2其他主要技術參數
| 參數項目 | 技術指標 |
| 摩擦套阻力 | <0.25J |
| 角錐體特性尺寸 | 三底邊長60mm×60mm×60mm,高(25±0.7)mm,棱邊圓角半徑R(1.5±0.1)mm |
2.3機器正常工作的環境條件
a. 室溫:20℃±10℃;
b. 電源:AC 220V±22V,50Hz,5A,電源應可靠接地;
c. 工作環境:清潔少塵、無強磁場、強震動源;
d. 工作臺:采用堅固的水泥工作臺,臺麵應大致水平。
四川長江,四川長江機器,長江造紙機器,紙箱廠檢測機器,紙類檢測機,造紙檢測機器,包裝檢測機器,煙草薄片檢測機器,抗壓機,壓縮機,抗張機,耐破機,厚度機,定量測定機,水分機,紙箱抗壓機,撒裂度機,紙張檢測機,戳穿度機,破裂度機,切紙刀,挺度機,平滑度機,柔軟度測定機,環壓試驗機,平壓試驗機,剝離強度試驗架,邊壓試驗機透氣度測定機,吸水率測定機,印刷適應性測定機,紙管抗壓試驗機,手持水分機,便攜水分機,針式水分機,感應式水分機,可調距切紙刀,離心甩乾機,定量取樣器,空壓機,乾燥箱,供應四川長江機器,供應造紙檢測機器,供應破裂度機,供應壓縮機,供應抗壓機,供應切紙刀,供應水分機,電子天平,電子秤,白度機,數顯卡尺,三豐數顯卡尺,日本三豐卡尺
3、操作控製系統功能概述
3.1電源開關
位於機器控製箱右側麵,用於控製電源通斷,並有開(ON)、關(OFF)標志。
3.2操作按鍵
本機器操作按鍵集中佈置在操作麵板上,操作按鍵排佈如圖所示,各按鍵功能如下:
“復位”鍵——用於系統初始化及“死機”時恢復功能。
“自校”鍵——用於機器示值準確度的校驗,用戶不能使用,是生產廠對機器進行檢驗時使用。
“提取”鍵——用於提取顯示各次測試值、一組數據中的最大值、最小值和平均值。
“檔位”鍵——用於選擇測試檔位,與所掛重鉈相對應。
“取消測試”鍵——用於取消當次測試。
“測試”鍵——用於測試試樣前的開始,即給電子控製部份一個測試信號。
“內存清除”鍵——用於清除機器中的內存數據。
“刪除”鍵——用於刪除測試異常值。
“打印”鍵——用於打印輸出測試結果。
“走紙”鍵——用於打印機走紙及打印過程中終止打印。
4操作使用步驟及註意事項
4.1拆箱與安裝
本機器采用整機包裝方式,打開包裝箱上蓋板,取出隨機技術文件,拆去包裝箱側板,卸掉箱底板固緊螺栓,取出機器(註意附件)。將機器置放於穩固的水平工作臺上,擦凈其金屬外露部位的防銹油(脂),將纏繞在杠桿手柄、戳穿頭和鎖緊塊處的繩索剪斷。在四隻調平旋鈕的螺紋部分加上30號機油,分別旋入機座底部四個螺孔內。
4.2調試
4.2.1調水平:旋動四隻調平旋鈕,使兩隻水準器上的水平泡居中,旋緊鎖緊螺母。
4.2.2調試摩擦套阻力:將摩擦套安裝在戳穿頭部,摩擦套與戳穿頭部的配合不能過緊,以空載擺動(將上、下夾板往後轉開)中摩擦套不往下脫落為宜。摩擦套與戳穿頭部的配合松緊可通過旋動三角體頂部的頂絲(退出摩擦套可見)調節。
4.3使用須知
4.3.1安裝重鉈時,一定將釋放桿鎖緊,以免造成事故;
4.3.2嚴禁戳穿頭撞碰堅硬物體,操作手柄上的定位塊不能隨意調整(出廠時已調好);
4.3.3使用完畢後,將擺臂置於附圖所示位置,並用鎖緊塊鎖緊,取下重鉈,旋緊緊固螺釘;
4.3.4嚴禁在無試樣時釋放擺;
4.3.5嚴禁隨意調節平衡鉈的上下位置。
4.4操作使用
4.4.1將擺置於待測試位置,按下控製箱右側的電源開關,通電預熱30分鐘。
4.4.2觀察水準器是否調平,否則應調水平;然後將摩擦套裝在戳穿頭尾部。
4.4.3選擇適當的測試檔位,被測試樣的示值在檔位對應量程的20%~80%之間,並盡量使測試讀數處於所選檔位的量程中段。為此,應預先用待測試試樣進行試驗,以確定對應的檔位。
4.4.4確定檔位後,將擺臂放在待測試位置,掛上所需的重鉈及滾花螺母(A檔除外);在操作麵板上按動“檔位”鍵,使顯示窗口中顯示的測試檔位為選掛重鉈的檔位。
各測試檔位所配用的重鉈請參見機器電控箱前部示意圖。
4.4.5壓下杠桿手柄,將試樣(註意方向)放在上、下壓板中間,輕放杠桿手柄。
4.4.6在操作麵板上按“測試”鍵。
4.4.7松開緊固螺釘,打開鎖緊塊,向左方拉操作手柄(註意用力乾脆),釋放擺臂。
4.4.8在顯示窗口上讀數。
4.4.9將擺臂拉回到待釋放位置,用鎖緊塊鎖緊,裝上摩擦套。
4.4.10壓下杠桿手柄,取出被戳破的試樣。
4.4.11更換試樣,按上述程序進行下一次試驗。
註:取樣尺寸、試驗時試樣的正反麵及瓦楞縱橫向按有關標準執行。
4.5測試結果的打印輸出
一組試樣測試完畢,按“打印”鍵,打印機打印輸出全部測試結果,打印內容及格式如下:
| 打 印 格式 | 說 明 |
| 戳穿試驗 | 試驗名稱; |
| ______年____月____日 | 試驗日期; |
| NAME:________ | 被測試樣名稱; |
| NO:__________ | 試驗組數; |
| n=×× | 試驗次數; |
| C檔 | 所選的測試檔位; |
| W01=××.×× J | 按順序排列的單次測試值,J; |
| W02=××.×× J | |
| ┆ | |
| Wn=××.×× J | |
| Wmax=××.×× J | 一組測試值中的最大值,J; |
| Wmin=××.×× J | 一組測試值中的最小值,J; |
| =××.×× J | n次測試平均值,J。 |
| 註:本機設定n≤99次,超過99次時,前99次內存數據將自動清除。 | |
註:本機設定n≤99次,超過99次時,前99次內存數據將自動清除。
4.6測試註意事項
4.6.1機器必須調水平,否則會造成測試數據不準。
4.6.2掛重鉈時(A檔除外),先將鎖緊塊鎖緊,兩邊重鉈盡量靠貼在擺臂上,並將兩端滾花螺母旋緊,以防重鉈脫落。
4.6.3按動“測試”鍵後,不允許掀動擺臂;否則應按“取消測試”鍵,取消本次測試。
4.6.4若戳穿頭被“卡”在試樣中,應拿住掛鉈桿先往戳穿方向轉動,再順勢往後拉,從試樣中退出戳穿頭。
4.6.5如打印紙卷用盡或打印字跡不清,請參閱隨機技術文件《更換打印紙及色帶說明》,換裝新紙卷或更換色帶。
5、維護保養
5.1維護保養
6.1 測試數據失準
產生原因:
a.機器失準;
b.試樣溫濕度、正反麵和縱橫向不統一;
c.戳穿頭磨損;
處理辦法:
a.用自校砝碼進行校驗(或向我廠聯系檢驗);
b.統一試樣溫濕度、正反麵和縱橫向;
c.更換戳穿頭。
6.2 不能夾緊試樣,杠桿手柄壓不下
產生原因:
a.上、下夾板夾持力過小;
b.下夾板導向柱油污嚴重,導致卡住現象;
c.杠桿手柄轉軸上凸輪工作表麵不光滑;
d.操作者向下壓時用力不均勻。
處理辦法:
a.參見下圖,用扳手順時針旋轉兩個導向柱處螺母,使兩根螺桿往上升的距離相等,螺桿提升的高度應以夾持試樣不松動為宜。(註:夾持力不能調得太大)
b.在兩根導向柱上端孔處加註20號機油,用乾凈的軟佈條擦去上、下夾板間導柱表麵的油污。
c.取下凸輪修光工作麵,塗上黃油潤滑脂。
d.往下壓杠桿手柄時,用力要乾脆,順勢往下壓。
6.3 使用一段時間後,摩擦套損壞
松開圓弧臂和擺臂連接處的螺母,取下螺釘和定位銷,將圓弧臂取出,退出損壞的摩擦套,更換新的。再把圓弧臂與擺臂用螺釘、定位銷連接,並緊固螺母。
深圳市嘉尚科技有限公司
網址: http://www.szjskj.com.cn/
聯系人:吳經理
聯系方式:0755-86251725 13823705099 18665818677
傳真:0755-86341119


批發市場僅提供代購諮詢服務,商品內容為廠商自行維護,若有發現不實、不合適或不正確內容,再請告知我們,查實即會請廠商修改或立即下架,謝謝。