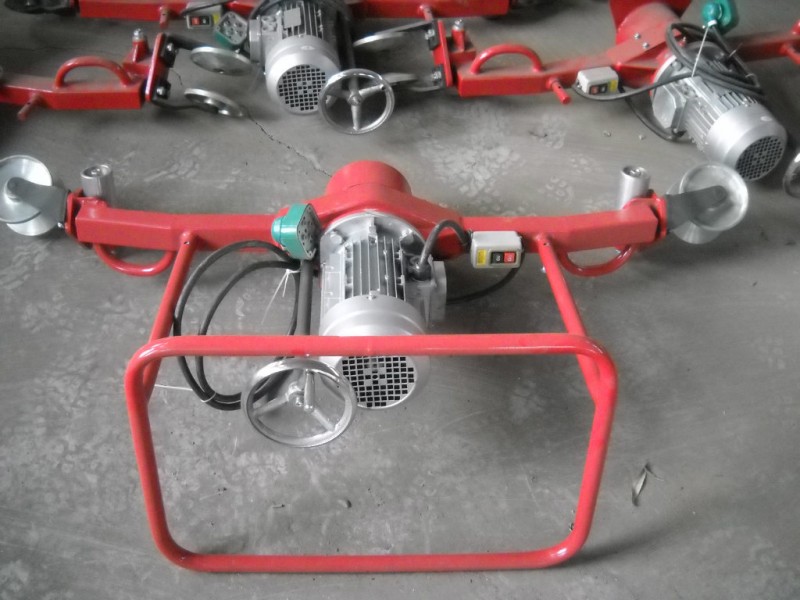
DQG-3.0型電動切軌機適用於切割43㎏/m~75㎏/m鋼軌,切割斷麵質量符合鐵道行業標準的要求。是鐵路工務部門線路大修、維修及搶修作業必備機具。它具有切割速度快,薄片砂輪利用率高,切割斷麵質量高,操作簡便,易於移動,使用安全、適用范圍廣等特點。
二、主要技術參數
1、電動機:
1)型號: Y112M-2
2)功率: 3.0 kW
3)轉速: 2880r/min
2、薄片砂輪(主軸):
1)主軸轉速 2880r/min
2)規格 Φ400×Φ32×4
3、切割時間 60kg/m鋼軌,≤120S
4、薄片砂輪使用次數 50kg/m使用≥4次
60kg/m使用≥3次
5、整機質量 65kg
三、基本結構與工作原理
工作原理:依據無齒鋸切削原理,利用擺動機構,使轉動的薄片砂輪軸線繞著鋼軌軸線沿著一定軌跡往復擺動,薄片砂輪對鋼軌進行切割。薄片砂輪回轉平麵與鋼軌斷麵接觸長度較小,從而減少薄片砂輪的磨耗,提高薄片砂輪利用率及工作效率。
1、主運動:由電動機、驅動V帶傳動使主軸(薄片砂輪)回轉。
2、進給運動:利用切割臂與擺臂的相對擺動,靠切軌機的自重來實現薄片砂輪的進給切削運動。切割臂主軸薄片砂輪回轉麵在擺臂(卡軌機構)中心平麵旁側,並懸臂較長,因此鋸片可切到鋼軌底。
結構:
1、擺臂軸、套間為滾動摩擦,減小磨損,延長壽命。
2、擺臂、切割臂、皮帶輪為鑄造鋁合金結構,質量輕、強度高。
3、裝夾機構具有防脫軌功能,切軌機安放在鋼軌上,切軌機重心與鋼軌中心軸線重合,即使旋松夾緊螺桿,切軌機不發生傾斜。
4、電機座為分體式鑄造鋁合金,減輕重量。
5、走行機構增設輔助輪,保證在地麵推行時平穩
四、使用方法與維護
1、在不安裝薄片砂輪的情況下,接通供電電源,按下開機按鈕“ON”,觀察砂輪主軸是否轉動並註意其旋轉方向是否與防護罩標明的砂輪的旋轉方向一致。如主軸不轉動或旋轉方向與防護罩標明的砂輪旋轉方向不一致,按下關機按鈕“OFF”切斷供電電源,改變電源相序,重復上述過程,直至砂輪主軸旋轉,方可安裝薄片砂輪。
2、安裝薄片砂輪前要檢查薄片砂輪是否有裂紋,兩側是否平直,表麵不平易造成切口偏斜及夾片,裝片後擰緊鎖緊螺母,但扭力不宜過大以免壓碎薄片砂輪。
3、將切軌機裝在鋼軌上,安裝卡具,根據需要移動切軌機至預先設定的切割位置。然後使卡具內麵(凸麵)與鋼軌頂麵、軌腭下部貼緊,旋緊緊定螺栓,切軌機處於工作狀態。
4、 一隻手拉動操縱桿使切軌機處於鋼軌上方,同時另一隻手扶持另一操縱桿,以防薄片砂輪撞擊鋼軌。
5、安裝好切軌機後,按下開機按鈕“ON”即可啟動電動機。電動機啟動後,空載運行時間不少於30秒,觀察薄片砂輪是否運轉平穩,是否偏擺、跳動,各部是否正常,如發現異常,應停機更換砂輪或排除故障。
6、 切割時,薄片砂輪的進給主要靠切軌機的自重和操縱桿的擺動,因此雙手扶持操縱桿時,不要向下猛施壓力,應根據需要有節奏的擺動操縱桿。
7、切割過程中,手握操縱桿要不停地往復擺動,不可停在某處。當發生夾片現象,應緩慢提升薄片砂輪,然後,繼續切割,如仍然發生夾片現象,應停機檢查原因或更換薄片砂輪。重新切割時,薄片砂輪必須與原切口完全吻合,否則,應變換切割位置。
8、切割過程中,如切口發生傾斜,應停機檢查原因,排除故障或更換薄片砂輪,變換切割位置,重新切割。
9、通常是先切鋼軌頂部,再切腰部,後切底部,直至切斷。


批發市場僅提供代購諮詢服務,商品內容為廠商自行維護,若有發現不實、不合適或不正確內容,再請告知我們,查實即會請廠商修改或立即下架,謝謝。