隨著社會進步和我國體育產業的蓬勃發展,在長期市場考驗中,德州市鵬之泰體育用品有限公司憑著“以質量求生存,以信譽促發展”的宗旨,“馨贏”牌產品贏得瞭廣大地區經銷商及其大眾的認可。
本公司在創立至今堅持秉承“創安全、品質、新型產品”的目標,不斷調整企業內部結構,增添技術、管理型人才。改善售後服務及公司生產車間、倉庫的擴建,按照市場需求不斷引進瞭2000T液壓設備、片材機、沖壓機床、拋丸機及噴塗生產線等大型專業生產設備。
本公司現已成為集設計、生產、銷售、服務於一體的生產戶外運動器材專業化的企業。
歡迎各地經銷商和網路電商來電洽談,期待與您的合作。

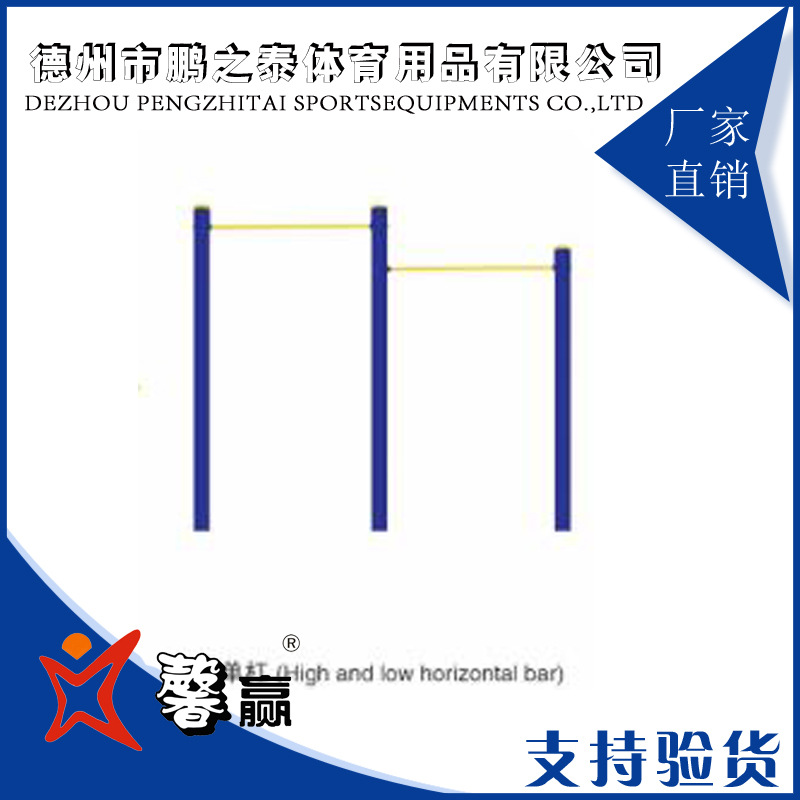
產品名稱:籃球賽翻分牌 (適用於其他體育比賽)
產品尺寸:1.2*06米,可根據客戶要求訂製
產品噴塗:表麵經過拋丸機工藝除銹,采用優質進口噴塗粉末,後通過靜電噴塗,高溫加熱處理,使產品不易生銹,抗腐蝕能力強。
本公司采用先進的設備及生產工藝生產,確保生產的產品的質量、使用性能的安全性、可靠性 一:準備工作
1、焊絲
① 焊絲的選擇
焊絲表麵必須光滑平整,不應有毛刺、劃痕、銹蝕和氧化皮等,也不應有對焊接性能或焊接設備操作性能具有不良影響的雜質。焊絲的鍍銅層要均勻牢固,用纏繞法檢查鍍銅層的結合力時,應不出現鱗與剝落現象。焊絲的挺度應能使焊絲均勻連續送進。
2、二氧化碳氣體
① 純度:二氧化碳的純度不應低於99.5%(體積法),其含水量不超過0.005%(重量法)
② 使用:焊接前應放出一部分氣體,檢查其是否潮濕。氣瓶中的壓力降到IMpa時,應停止用氣。
3、電焊機
電焊機在使用前應通電檢驗,其各電氣開關、指示燈應靈活、好用。送絲機構應送絲連續、均勻,並根據要焊的零部件選擇適當的焊接電流及電壓。

二、工藝流程
1、工件盡可能平放,各需要焊接的工件應用專用焊接夾具定位。
2、先點焊成形,經檢驗點焊成形的零部件符合圖紙要求後,再焊接。
3、盡可能采用平焊。如采用立焊,施焊方向應為自上而下。但修補咬邊時,可由 下而上。管材結構的立焊可以由上而下,也可以由下而上。
4、焊接電流應根據工件厚度、焊接位置選擇。
5、根部焊道的最小尺寸應足以防止產生裂紋。
6、金屬過渡方式和焊接速度都應使每道焊縫將附近母材與熔敷金屬完全熔合,且不得有溢流,氣孔和咬邊等現象。
三、焊縫要求
1、角焊縫:母材厚度小於6.4mm,最大焊縫尺寸為母材厚度;母材厚度大於6.mm時,應較母材厚度小1.6mm,或按圖紙要求。
2、鉆焊:鉆焊最小孔徑應大於開孔件厚度加8mm。
3、對接頭焊接:對接頭和角接頭焊接,根部間隙最大為2—3mm。
4、對接和角接,焊縫條高不得超過3.3 mm,並緩和過渡到母材麵的平麵。
四、焊縫表麵要求
除角接接頭外側焊縫外,焊縫或單個焊道的凸度不得超過該焊縫或焊道實際表麵寬度值的7%+1.5mm,同時去除焊渣。
五、檢查
1、焊口的清理
零部件的焊口及附近表麵應清理乾凈,無毛刺、熔渣、油、銹等雜物。
2、零部件之間的位置
零部件的相對位置和其空間角度應符合圖紙及相關標準的規定。
3、零部件的材質
焊接前應對零部件材質進行復核檢驗,以免材質用錯及選用相應的焊接工藝。
4、焊縫質量的檢查
焊縫尺寸應符合圖紙及相應標準規定,焊縫不允許有裂紋、夾渣、氣孔和咬邊等焊接缺陷,若發現應及時處理。
5、焊接強度檢查:使用萬能材料試驗機,夾持焊接件兩端進行拉伸,其拉伸強度不低於400MPa。
註:1.產品大多為大件商品,會選擇物流發貨比較方便,望買傢理解。
2.如果購買數量多,可與我們公司聯系發貨,價格會有優惠。 TEL:0534-3737709
3.所報運費價格中隻負責貨物運到市、縣的價格,城鎮地區到時可能需自行提貨,轉貨到城鎮的費用在報價中不包括。

產品可貼牌代加工







公司自傢貨源,公司生產周期短,貨品品質有保證
- 規格和樣式
產品規格為本公司的出廠規格和樣式,也可按照客戶要求的顏色和規格進行生產。
- 關於顏色
1.本公司的產品均為實物拍攝,顏色經專業校對,與實物最為接近,盜圖必究。
2.本公司的產品的顏色也可按照客戶的要求進行生產。
- 關於客服
如果您額咨詢沒能及時回復,可能是當時咨詢量過大或系統故障,也可撥打客服電話進行咨詢。tel:0534-3737709 13678625036
- 關於售後
我們將提供完整的售後服務,如產品質量除人為因素外出現問題,我們支持退換。
- 關於發貨
由於貨物一般都是體積大比較重的物品,一般會選擇物流運輸比較方便。針對小件物品默認會選擇申通、圓通快遞公司。


批發市場僅提供代購諮詢服務,商品內容為廠商自行維護,若有發現不實、不合適或不正確內容,再請告知我們,查實即會請廠商修改或立即下架,謝謝。