
揚帆五金為數控工量刃具全國最大經銷商,有價有優勢!
親,購買前請提供以下數據:
1.孔徑、孔有效深度
2.通孔/盲孔
3.錐柄(莫氏號大小)/直柄
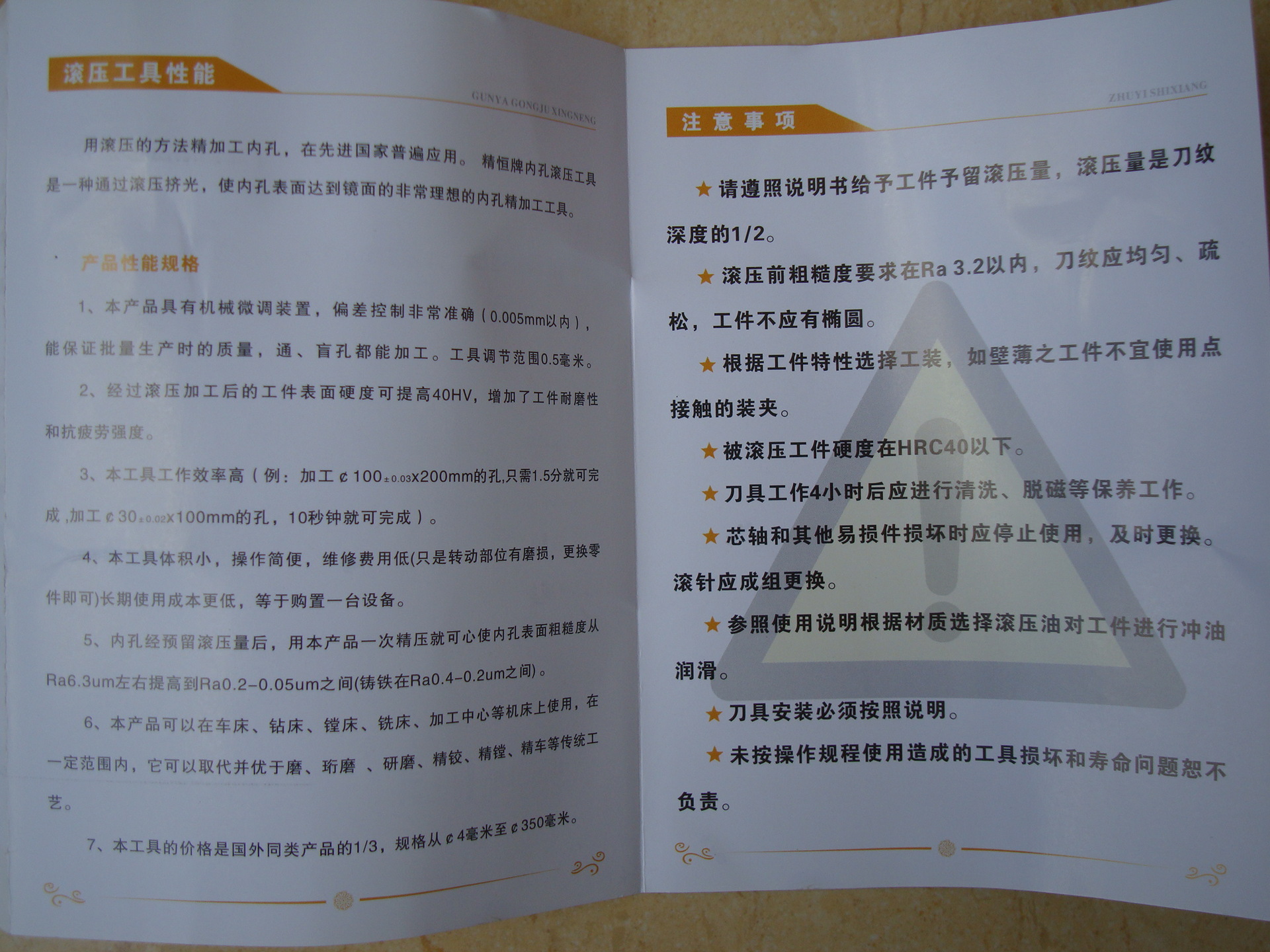
優質:實現Ra0.05-0.1μm的鏡麵加工,隻需一次給進並能提高金屬表麵硬度,提高耐磨性和零件的疲勞強度。
高效:加工時間僅是磨削加工的1/10-1/20
經濟:可裝夾在任何旋轉與給進設備上加工鏡麵的光潔度節能環保:低能耗,無切屑,無需處理工業垃圾
加工條件
1.滾壓工具隻可對金屬材料進行加工,並且材料硬度在HRC40°以下
2.滾壓工具必須裝夾在旋轉給進設備上加工。如鉆床、車床、銑床、鏜床、加工中心等
3.工作時,應選用清潔的低粘度油性工作液,或低粘度潤滑油(鋼件采用機油和柴油,鋁件采用機油和煤油的混合,比例為3:7;也可采用縫紉機油或變壓器油)
4.滾壓工具柄部形狀根據機床選擇
1.滾壓工具的加工原理
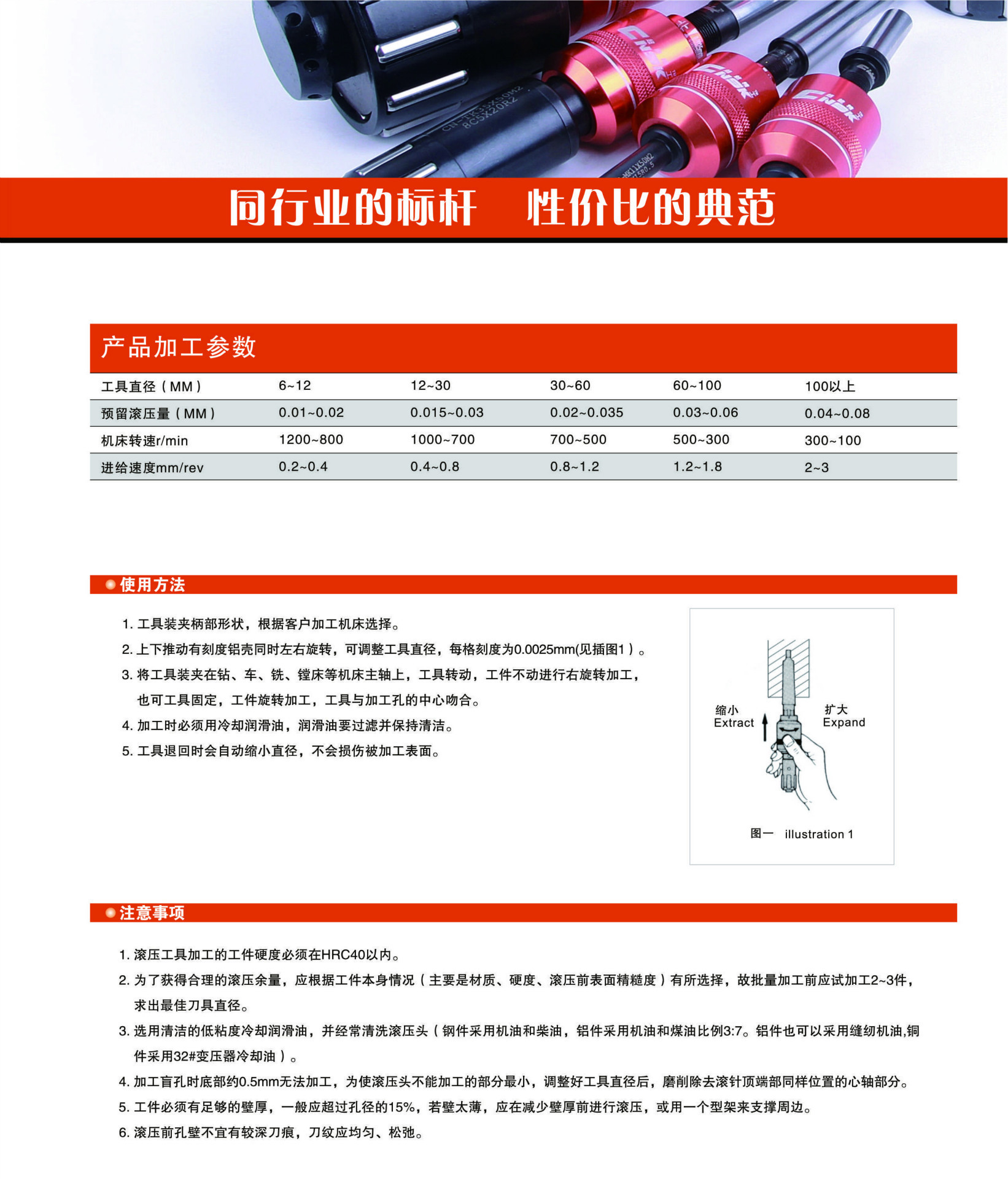
滾壓工具的加工原理就像壓路機將凹凸不平的馬路壓得平整一樣,本工具就是用很光滑的滾柱滾壓被加工金屬表麵,將工件表現高凸部分向低凹部分擠壓,從而使加工表麵達到光滑如鏡的效果,是一種塑性加工。被加工工件表麵不僅粗糙度瞬間從Ry1.6-3.2um 上升到Ry0.1-0.2um,而且提高被加工表麵的硬度、耐磨性、耐腐蝕性、密封性等,消除早期磨損,這些具有切削加工無法取代的優點。本工具具有微調裝置,每小格調節系數為:0.0025mm,總調節范圍為0.3mm-0.4mm,因此被加工的尺寸精度也相應提高。
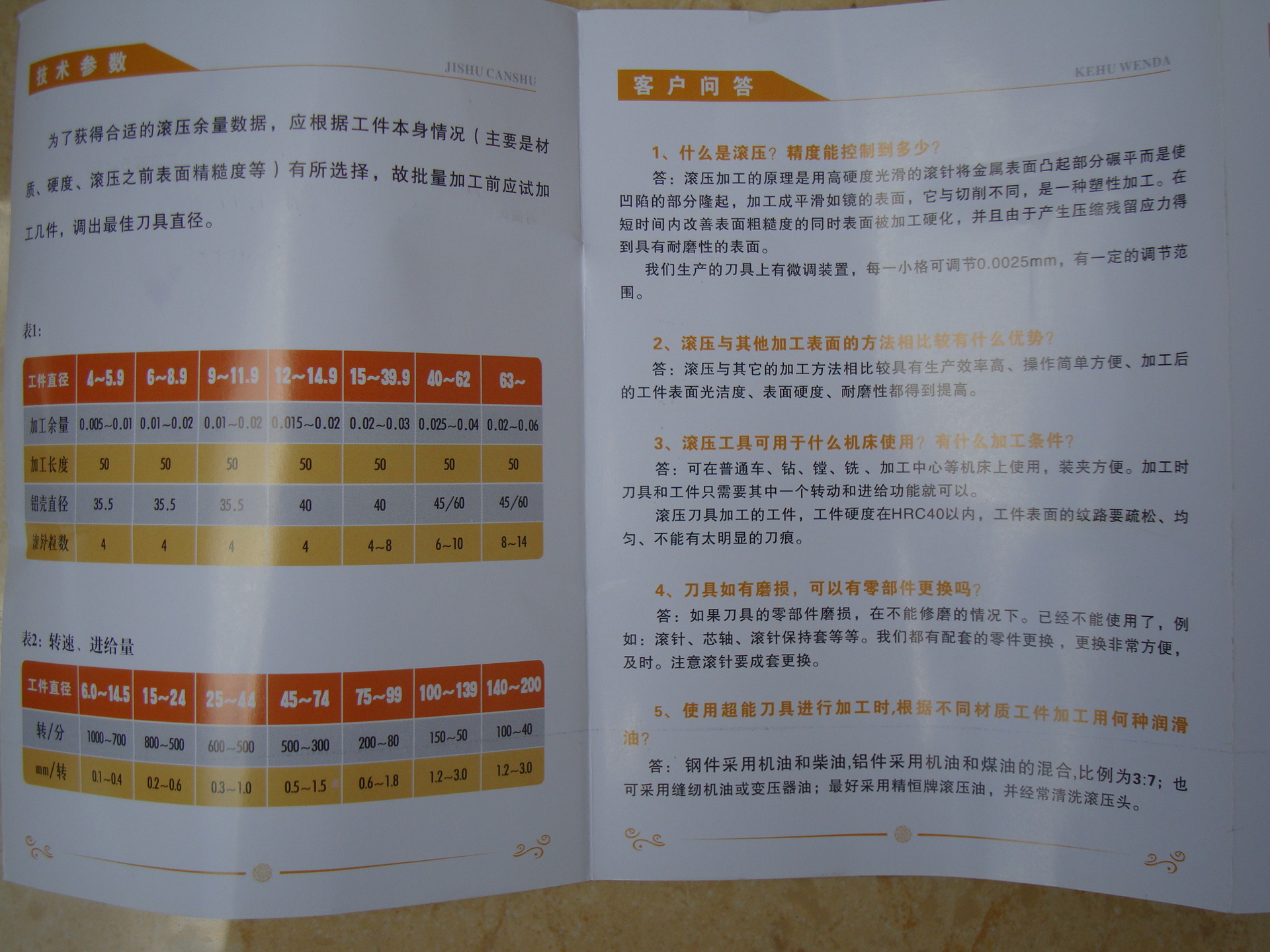
2.加工尺寸、表粗糙度
我們知道瞭滾壓工具的加工原理是利用滾柱擠壓工件表麵,所以加工前的尺寸、粗糙度、材質和加工後的要求均有很大關系,需要綜合的考慮。如加工前凹凸部分的深淺,用多少加工餘量通過滾壓加工能完全增埋凹陷部分,達到光滑的表麵,不同的材質、硬度、直徑也各有差異,所以建議各種產品最初先進行2-3次試驗性加工得出最佳參數。滾壓加工餘量能少則少,滾壓加工是高要求的精加工,一般加工前的狀態越好,加工後得到的效果也越好,同時滾壓工具的磨耗也越少。 一般普通鋼件留滾壓餘量0.02-0.04mm,銅鋁件留滾壓餘量0.03-0.07mm,粗糙度在Ry3.2um以上。
3.加工部位的壁厚
使用滾壓工具加工,該工件加工部必需有充分的壁厚(外徑是孔徑的20%以上),如果薄壁或部分薄壁,加工後會發生變形或降低圓度,碰到此問題可以用以下幾個方法解決:1、減少滾壓量;2、利用夾具支撐外周;3、在加工薄壁以前實施加工;滾壓工具可加工的工件硬度最大上限值為 HRC30,如果碰到高硬度材料加工時由於工具承受壓力大,工具壽命會縮短
4、轉速與進給
內徑系列SH/SB型
加工直徑(mm) 轉速(min-1 進給量mm/rev
5-7.6 900-1.800 0.1-0.3
8-14.5 800-1.200 0.1-0.4
15-24 600-1.000 0.2-0.6
25-44 400-800 0.3-1.0
45-74 300-500 0.5-1.5
75-99 200-350 0.6-1.8
100-139 100-250 0.8-2.5
140-200 80-150 1.2-3.0
外徑系列SA型
加工直徑(mm) 轉速(min-1 進給量mm/rev
15-24 400-650 0.3-0.8
25-44 350-550 0.4-1.0
45-64 250-400 0.6-1.5
5.工具直徑的調節方法
1、用千分尺測量工具直徑。
2、向柄方向推動有刻度調節套同時左右旋轉,便可調整工具直徑,左旋減少右旋加大,每刻度值為0.0025mm。
3、直徑調整好後,放開鋁殼便會自動鎖定該直徑。
4、加工盲孔、階梯孔時,底部約0.5mm-1.0mm無法加工。滾針可輕輕碰到孔底。
(底部有錐度,R形不相混合的工作,應在底部加墊限位塊,防止工具卡死)。
6.加工設備
此工具適用於普遍的鉆.車.鏜等機床和加工中心,工具的裝夾形式主要有直柄與莫氏錐柄兩種,也可根據客戶需要製定。
7、潤滑與清洗
滾壓加工中,當滾柱滾壓金屬表麵時會產生很細微的金屬粉塵,金屬粉塵不僅會影響加工麵的質量,而且會加速滾壓頭的損耗,因此有必要大量註入乾凈的工作液清除粉塵。根據工件的不同性能,應該采用不同的清潔低粘度冷卻潤滑油,並要經常清洗滾壓頭,以提高工具的使用壽命和達到最理想的需求。推薦:(鋼件采用機油和柴油,鋁件采用機油和煤油,比例3比7)。

品質保障,實物拍攝,有圖有真相!











圖片均為實物拍攝,可能效果一般。
若有不清楚地方可以咨詢13805952108 林經理
絕對正宗產品,假一罰十。爭取打造全網最低價格!
 泉州揚帆五金貿易有限公司
泉州揚帆五金貿易有限公司 我們的經營理念:真誠對待每一客戶,勤奮努力耕耘。
我們的經營目標:專業的刀具技術應用服務
國內頂尖的切削刀具經銷商
進口刀具品牌
日本YAMAWA、日本三菱、京瓷、以色列瓦格斯、日本三豐量具、臺灣正河源、日本伊海、西門德克、新加坡優立盛、臺灣三實錄、臺灣三井、日本黛傑、肯納銑刀片、韓國KOLOY、韓國特固克、日本聖和、臺灣蘇氏精密工具、臺灣聖偉機械、臺灣一品砂輪、珠海大白鯊、NOGA諾佳修邊器、臺灣邦成磨刀機
國產系列品牌
上海工廠廠 成量工具量具刃具廠
哈爾濱量具刃具廠 珠洲鉆石刀片
沈陽第一機床廠 江蘇東成電動工具
昆明機床廠 江蘇宏嘉焊割設備
西湖砂輪機 萊州金豐製鉗
眾環卡盤 鷹牌空壓機
西南數控工具 永盛臺鉆
金鷺合金工具 晨龍鋸床
力士潤滑油 亞肯刀具
批發進口鎢鋼刀具、批發金鷺鎢鋼圓棒、批發株洲鉆石鎢鋼銑刀、批發豐華鎢鋼磨頭。
高價回收高速鋼、銑刀、絲錐、鉸刀、鑽頭、硬質合金等廢舊刀具。
銷售咨詢:(86)0595-22723380 13805952108
投訴電話:(86)0595-22163380 QQ聯系:904495159
傳真號碼:(86)0595-22178380
註:1、由於實體店與網店同步經營,故拍前煩請聯系我們確認準確庫存。
2、由於此類刀片規格種類繁多,在此不一一展示,若需要其他型號,煩請聯系我們。
3、由於價格會有變動,故必須先與我們聯系再拍。
旺旺在線時間:周一至周六 8:30-17:30
國傢法定節假日正常休息,有需要的可以直接打我們的服務熱線:
手機:13805952108 聯系人:林先生
各種產品規格齊全,有意者歡迎來電咨詢,謝謝!
請消費者提高消費意識,切勿貪圖小利,因為正品有價格限製,不可能出現超低價商品,如有不合常理的價格請消費者仔細辨認(請相信一分錢一分貨、天下沒有免費的午餐);本店因新開始網上店鋪,隻能登陸部分商品,如有其他需求請聯系我們客服,我們將以最真誠的態度為您服務!



新手教學

 批發市場僅提供代購諮詢服務,商品內容為廠商自行維護,若有發現不實、不合適或不正確內容,再請告知我們,查實即會請廠商修改或立即下架,謝謝。
批發市場僅提供代購諮詢服務,商品內容為廠商自行維護,若有發現不實、不合適或不正確內容,再請告知我們,查實即會請廠商修改或立即下架,謝謝。











