微電腦糾偏控製器,微電腦糾偏控製機,EPC-D12
電
磁粉離合器YXC-0.6、YXC-1.2、YXC-2.5、YXC-5、YXC-10、YXC-20、YXC-40
磁粉製動器YSB-0.6、YSB-1.2、YSB-2.5、YSB-5、YSB-10、YSB-20、YSB-40
電磁離合器YS-C-100,YS-C-101,YS-C-102,電磁製動器YS-B-100,YS-B-101,YS-B-102,電磁剎車器YS-B-101,YS-B-100,YS-B-101,YS-B-102
供應電磁離合器YS-C-0.6、YS-C-1.5、YS-C-2.5、YS-C-5、YS-C-10、YS-C-20、YS-C-40、YS-C-75
SANKI剎車馬達電機SANKI整流器MH-23、SANKI整流器MH-23C、SANKI整流器MH-20TC、(交流)AC200V-240V~(直流)D.C90V-108V
手動張力輸出為DC24V 4A,KTC002,KTC800,KTC812,KTC838,KTC828
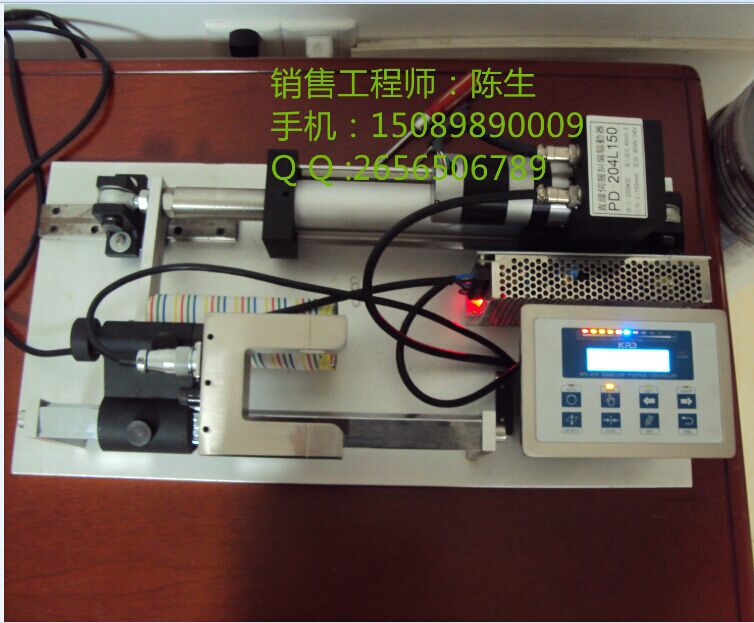
自動張力系統糾編控製器手動張力系統光電傳感器張力檢測器同步電機磁粉製動器離合器等滾珠絲桿,東文電機,磁力循環泵,MD-15R,MD-20,MD-30,MD-55R,MD-70,MD-100R,變頻器
專業生產銷售張力控製器KTC002,糾偏控製器EPC-D12、KWC001
操作方有效,按向左或向右按鈕,則電機正
轉或反轉,方向與所連接的線有關;
請連接時認準線的顏色,設置自動狀態時,須由手動調整光電頭位置,
將材料對準後,方可自動工作。
(二)左右擺動發光指示(微電腦糾偏控製器(EPC-D12)
調整光電頭位置觀察光電頭上紅指示燈,發紅光指示燈從亮-
暗-亮,則表示設定成功,若無該狀態,則無基準工作。電
機處於正向或反向工作在基準位左右時,控製器上批示燈不
斷晃動地輪流顯示電機工作方向。
(三)材料對邊或對線選擇(微電腦糾偏控製機)(EPC-D12)
對於材料首先確定它的基準位置是材料邊緣還是印刷線條。
確定跟蹤邊緣以後,再確定左邊緣還是右邊緣,以後再決定
電機方向極性轉換按負載。對於印刷品的線條一般定於 2MM 以上線
條作為對於邊處理。反之則作為對線處理。
(四)材料對邊或對線選擇
對於材料首先確定它的基準位置是材料邊緣還是印刷線條。
確定跟蹤邊緣以後,再確定左邊緣還是右邊緣,以後再決定
電機方向極性轉換按負載。對於印刷品的線條一般定於 2MM
以上線條作為對於邊處理。反之則作為對線處理。
(五)電機方向極性轉換按鈕
按下工作方按鈕,電機朝設定好相反方向離,則表示
極性方向相反,按下極性鍵 FWD/REV,電機則立即反向回至
設定位置,或者將一端移至邊緣另一端,即表示極性相反也
可以進入正常工作。
(六)靈敏度調整
靈敏度范圍由 00-10,按設置鍵到顯示窗為 00 時擺動
速度最,顯示窗為 09 時,振動擺幅速度最慢。
IN2 GND +12V IN1 W N F AC220V G
電眼2 電眼1
同步電機
電源
微電腦糾偏控製器
MODEL:EPC-D12
AC:180--265V 50/60Hz
地線
註:單電眼時,隻有電眼1有效.
LIMIT1 LIMIT2 GND CEN
限位關2
限位關1
12- 200902- 0244
中點定位
關
凱瑞達
(一) 處於手動狀態時,手動操作方有效,按向左或向右按鈕,則電機正
轉或反轉,方向與所連接的線有關;
請連接時認準線的顏色,設置自動狀態時,須由手動調整光電頭位置,
將材料對準後,方可自動工作。
(二)左右擺動發光指示
調整光電頭位置觀察光電頭上紅指示燈,發紅光指示燈從亮-
暗-亮,則表示設定成功,若無該狀態,則無基準工作。電
機處於正向或反向工作在基準位左右時,控製器上批示燈不
斷晃動地輪流顯示電機工作方向。
(三)材料對邊或對線選擇
對於材料首先確定它的基準位置是材料邊緣還是印刷線條。
確定跟蹤邊緣以後,再確定左邊緣還是右邊緣,以後再決定
電機方向極性轉換按負載。對於印刷品的線條一般定於 2MM 以上線
條作為對於邊處理。反之則作為對線處理。
(四)材料對邊或對線選擇
對於材料首先確定它的基準位置是材料邊緣還是印刷線條。
確定跟蹤邊緣以後,再確定左邊緣還是右邊緣,以後再決定
電機方向極性轉換按負載。對於印刷品的線條一般定於 2MM
以上線條作為對於邊處理。反之則作為對線處理。
(五)電機方向極性轉換按鈕
按下工作方按鈕,電機朝設定好相反方向離,則表示
極性方向相反,按下極性鍵 FWD/REV,電機則立即反向回至
設定位置,或者將一端移至邊緣另一端,即表示極性相反也
可以進入正常工作。
(六)靈敏度調整


批發市場僅提供代購諮詢服務,商品內容為廠商自行維護,若有發現不實、不合適或不正確內容,再請告知我們,查實即會請廠商修改或立即下架,謝謝。