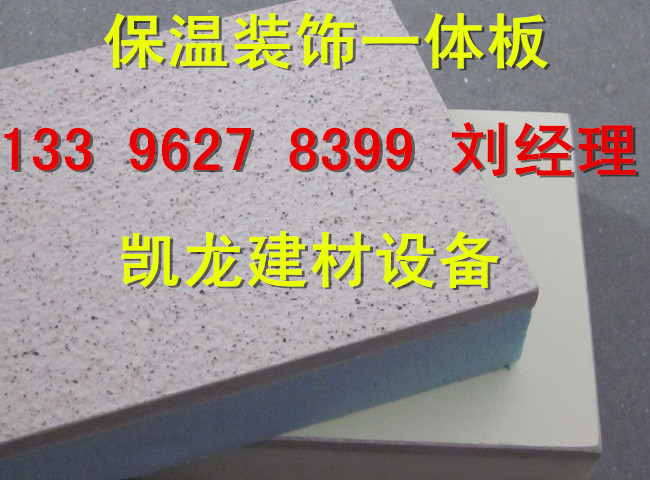





外墻保溫裝飾一體板設備,保溫裝飾一體板生產線直銷廠
一、保溫裝飾一體化板生產線——設備配套流程
(1)定厚砂光——工件除塵——UV滲透底(塗佈量40-50g/m2)——(2)補土(塗佈量20-30g/m2)——UV乾燥——補土(塗佈量20-30g/m2)——UV乾燥———砂光--—(3)遮蓋色底(噴塗量100-150g/m2)——半固化————遮蓋色底(噴塗量100-150g/m2)——半固化———(4)、透明底(塗佈量30-40g/m2)——流平、UV乾燥——砂光——工件除塵機——(6)、往復式自動噴塗機(氟碳漆?噴塗量100-150g/m2)——流平乾燥隧道(24M)——(7)上料輸送機——(清麵漆?噴塗量80-100g/m2)往復式自動噴塗機——流平乾燥隧道(24m )——無動力輸送機。(註:整線工藝配置)
註;(!)UV工藝工序成本8-9元/m2;(2)氟碳漆工藝工序成本18元/m2
(3) 清麵漆5元/m2
二、保溫裝飾一體化板生產工藝流程
1、工件——板材定厚砂光——UV滲透底——2、補土——3、UV透明底——砂光——4、UV有色噴塗——5、二道底漆——砂光——5、氟碳漆或液態理石漆——6、清麵漆——7、覆膜——8、擠塑板開槽——9、復合——10、切割——11、成品。
三、保溫裝飾一體化板工藝說明
1、UV滲透底+uv封固底的作用:在矽酸鈣板的表麵均勻噴塗一層封固底漆形成防水層,提高板材的防水性能,防止基層表麵泛堿及空鼓的形成。
2、砂光的作用:使漆麵平整、光滑;減少油漆用量並能提高油漆的附著力及產品的整體效果。
3、有色漆的作用:提高油漆的遮蓋力;減少氟碳漆的用量。
4、氟碳漆或液態理石漆的作用:形成最外層的裝飾層,體現保溫裝飾一體化板的最佳裝飾效果。
5、覆膜:噴完清麵漆並且已經完全乾燥的矽酸鈣板在復合擠塑板或其它保溫材料之前,要覆上一層保護膜,從而保護裝飾板的表麵不會擦傷、掛花及弄臟,做到板麵清潔。
覆膜機的操作簡單、方便,將裝飾板放在傳送機上,讓其通過覆膜機即可;然後將覆有保護膜的一麵朝下疊放在平板車上碼齊,方便下一道工序的使用。
6、擠塑板開槽:擠塑板開的槽是獨立於矽酸鈣板加工外的-1道工序,操作簡單。風機打開後,啟動開槽機,將擠塑板從入口放入,從出口接出即可。擠塑板的兩麵都開槽效果會更好。
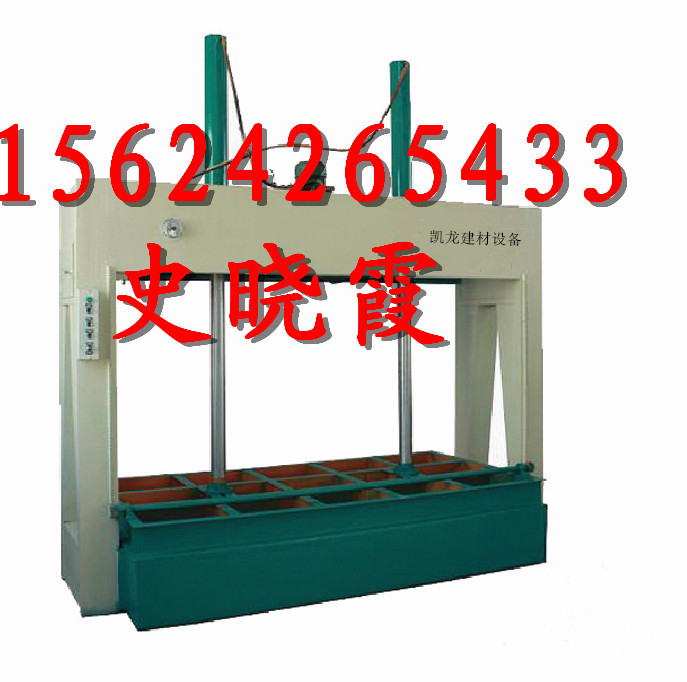
7、復合:該階段的復合方式采用的是雙組份或單組份的膠水並使用人工塗抹;將矽酸鈣板的正麵向下麵放置於冷壓機上,將適量的膠水倒在上麵,再用刮板塗勻,然後將擠塑板放在上麵對齊,將冷壓機壓合3-4小時,依次反復進行,可以若於件一起壓合,壓合所用的壓力一般設定在25噸左右即可。
復合的作用:根據對保溫條件的要求復以保溫材料;如擠塑板等其它保溫材料來達到保溫效果。
八、切割:將2.44*1.22m的標準板切割成實際上墻麵所需要尺寸的成品的過程,切割鋸是具有一定的危險性的,所有操作過程中一定要謹慎,必須要嚴格把握好尺度,一絲一毫的偏差累積到一定的積差度就會引發嚴重的整體裝飾效果。
四、安裝場地與用電量
1、安裝場地:L80m * W40m * H4m 安裝、調試所具備的環境要求;乙方確保水、電、氣、地基、封閉式噴漆車間等基礎設施完備, 壓縮空氣及用電均符合合同設備安裝、調試要求。
2、、塗裝生產線總用電量:230KW。
3、往復式噴塗生產線總用電量:73KW。
4、所需壓縮空氣量:2.0 m3/min。
5、噴塗工件:平板類、最大工件L2440mm * W1220mm*H100MM;
最小工件L800mm*W200mm*H100mm。
聯系人;劉晶晶
手機;133 9627 8399
電話;0534-5060058
qq號;81056901
地址;山東省,寧津縣,時集開發區


批發市場僅提供代購諮詢服務,商品內容為廠商自行維護,若有發現不實、不合適或不正確內容,再請告知我們,查實即會請廠商修改或立即下架,謝謝。