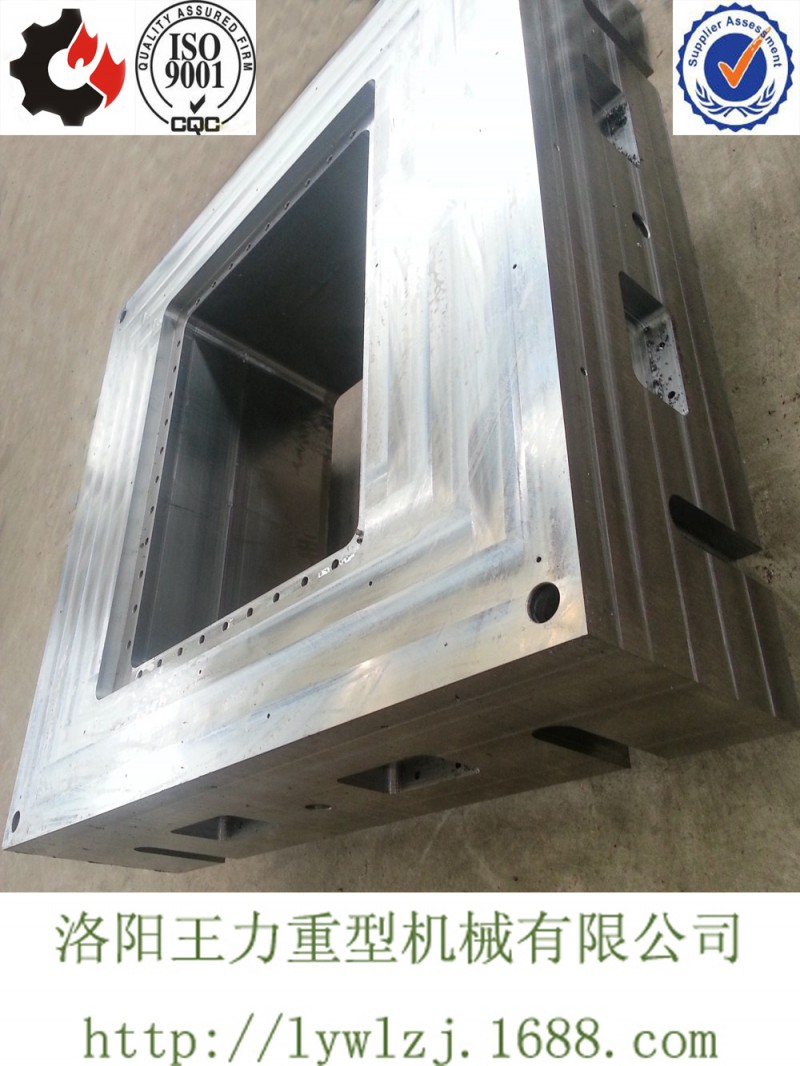
我公司專業 生產壓力容器筒體、管板、端蓋、法蘭等鍛件及加工,從鍛造到專業的熱處理,使產品達到優越的性能。我公司成功生產100MPa超高壓缸筒,獲得用戶高度稱贊。
壓力容器根據介質特性分兩組。即A1,A2
(1)第一組介質:毒性程度為極度危害、高度危害的化學介質,易爆介質,液化氣體。
(2)第二組介質:除第一組以外的介質。
對於第一組介質,壓力容器的分類A-1,對於第二組介質,壓力容器的分類A-2。
2,壓力容器類別的劃分應當根據介質特性,按照要求選擇類別劃分圖,再根據設計壓力p(單位MPa)和容積V(單位L),標出座標點,確定容器類別:I類、II類、和IIIl類容器
理解瞭上麵的兩個問題就搞清楚您的問題瞭:
A1、A2是壓力容器按照介質劃分的組別;
I類、II類、和IIIl類是在各自的組別上劃分的壓力容器的類別。
壓力容器壓力等級【按壓力容器的設計壓力(p)劃分】
等級代號壓力范圍
低壓L 0.1MPa≤p<1.6MPa
中壓M 1.6MPa≤p<10MPa
高壓H 10MPa≤p<100MPa
超高壓U p≥100Mpa
為瞭在設計製造中對安全要求不同的壓力容器有區別地進行技術管理和監督檢查,
我國《壓力容器安全技術監察規程》根據容器壓力的高低、介質的危害程度以及在使用中
的重要性,將壓力容器分為以下三類:
三類容器。符合下列情況之一者為三類容器:
(1)高壓容器;
(2)中壓容器(毒性程度為極度和高度危害介質);
(3)中壓貯存容器(易燃或毒性程度為中度危害介質,且設計壓力與容積之積PV≥10MPa· m3;
(4)中壓反應容器(易燃或毒性程度為中度危害介質,且PV≥0.5MPa· m3;
(5)低壓容器(毒性程度為極度和高度危害介質,且PV≥0.2MPa· m3;
(6)高壓、中壓管殼式餘熱鍋爐;
(7)中壓搪玻璃壓力容器;
(8)使用強度級別較高(抗拉強度規定值下限≥540MPa的材料製造的壓力容器;
(9)移動式壓力容器,包括鐵路罐車(介質為液化氣體、低溫液體)、罐式汽車(液化氣
體、低溫液體或永久氣體運輸車)和罐式集裝箱(介質為液化氣體、低溫液體)等;
(10)球形貯罐(容積V≥50m3);
(11)低溫液體貯存容器(V≥5m3)
二類容器。符合下列情況之一且不在第1款之內者為二類容器:
(1)中壓容器;
(2)低壓容器(毒性程度為極度和高度危害介質);
(3)低壓反應容器和低壓貯存容器(易燃介質或毒性程度為中度危害介質);
(4)低壓管殼式餘熱鍋爐;
(5)低壓搪玻璃壓力容器。
一類容器。低壓容器且不在第1第2款之內者。
壓力容器中化學介質毒性程度和易燃介質的劃分可參照有關規定,或依據下述原
則:
最高容許濃度<0.1mg/m3為極度危害(Ⅰ級);
最高容許濃度0.1~<1.0mg/m3為高度危害(Ⅱ級);
最高容許濃度1.0~<10mg/m3,為中度危害(Ⅲ級);
最高容許濃度≥10mg/m3,為輕度危害毒性介質(Ⅳ級)。
而介質與空氣的混合物爆炸下限<10%或爆炸上限與下限之差>20%者為易燃介
質。
A1、A2類壓力容器就是相應的一類、二類壓力容器
公司簡介:
洛陽王力重型機械有限公司從事鑄鍛件銷售、機械加工(尤其擅長數控鏜銑加工)、熱處理,主要產品:礦山設備配件、石油化工設備配件、農機配件、大模數齒輪(軸)、模具、弧形軌道、非標設備製造, 主要業績:1、亞洲最大65米射電望遠鏡軌道的設計與製造;2、製造軍品的關鍵零部件模具;3、產品出口23個國傢。
我公司高精度的數控鏜銑加工中心,承攬各種機架、機座、箱體、模具等產品。我公司擁有電阻加熱爐,及時對工件進行去應力退火,增強工件的穩定性,減少工件在使用中的變形,提高工件運行精度。
我公司加工方麵的優勢:
1)、采用先進的CAD/CAE/CAM計算機系統軟件設計研發。
2)、多臺大型高精度CNC加工中心,保證精度與速度。
3)、材料由原中信重機專傢嚴格把控,千錘百煉,鑄就模具強健的基體,為提高模具使用壽命提供本質保障;
4)、專業的熱處理工藝與先進的設備,提高模具的抗沖擊、抗變形、耐磨等綜合機械性能,我公司熱處理事業部以“專業、專爐”為特色,采用井式電阻加熱爐,工件受熱均勻精確、質量高、變形小。
更多產品信息請關註我們公司網站:www.citicwl.com
QQ:530677995
電子郵箱: [email protected]
聯系電話: 18003792370李經理
歡迎貴公司來電來函洽談!
我公司的粉末冶金模具、模框產品:
我公司依托專業的材料和熱處理技術,以及高精度數控加工中心設備,專業生產耐火材料壓磚機模具(模框)、碳素(石墨)冷壓製品方形模具、碳素(石墨)冷壓製品圓形模具、熱壓碳棒糊料缸及咀子製品等。
擁有技術及加工設備:模具CAD設計系統、模具CAM加工中心、CNC數控鏜銑床、高精度電火花加工機等加工設備。確保模具精度與質量。

我們的加工實力:

我們的熱處理優勢:

我們精良、齊全的檢測設備保障,以及我們提供的主要材質:


我們的產品已暢銷23個國傢:

我們的資質與榮譽:
公司建立瞭科學、嚴格的質量管理體系,通過ISO9001質量體系認證,歐洲BV認證,被評為“洛陽市第三屆百佳民營科技企業”,獲得專利11項,被南京工程學院冠名為產學研基地,是“洛陽市熱處理專業委員會”的掛靠單位。

我們還熱銷如下產品:



影響模具使用壽命的因素與提高壽命的基本途徑
1、模具使用壽命的基本概念模具由於受到瞭磨損,沖蝕、腐蝕及熱疲勞等原因而導致變形、破裂、粘著、龜裂,在鑄件上形成毛刺、飛邊、脫皮、傷痕、劃痕、粗糙以及尺寸偏差等現象後,不能再進行修復而在報廢之前,所加工出來的零件數量,稱為模具的使用壽命。對於模具本身來說,有其正常的壽命水準,如果一付模具,通過精心設計,註意維護保養,正常使用的條件下,達到瞭國內外相比的相對壽命指標以後,出現的破壞,則屬於正常的壽命范疇。如果是早期失效,則說明瞭現有的材料和工藝的潛力未能得到充分地發揮,應該引起我們足夠的重視,從多方麵去查找原因,尋找對策。提高模具壽命是一項多因素復雜的綜合性問題,隨著科學技術的進步,人們對事物規律性認識的提高,其壽命指標還可向著更高的目標推進。
2、影響模具壽命的因素影響模具壽命的因素眾多,既有外因也有內因,外因指的是模具工作時的外界環境,其中包括:工作條件,設備條件,使用過程中的維護、保養,被加工零件的材料,壁厚、尺寸,形狀等等。內因所指的是:模具本身材質的冶金質量、機械加工工藝規范、熱加工工藝製度,其中包括毛坯鍛造及熱處理以及模具結構的合理性、工藝設計方案的先進性以及配合精度的確切性等等。如果我們對以上所提到的各個方麵都處理得當,模具的耐用性會得到確切的保障。
3、提高模具壽命的基本途徑(1)首先要求冶金部門提供優質鋼材模具毛坯在鍛造時出現斷裂或在淬火時出現工藝缺陷以及使用時降低其承載能力等,都與鋼材的冶金質量發生密切的關系。冶金質量內容包括;材質的潔凈度;有害元素、氣體及非金屬夾雜物含量,碳化物的分佈均勻及顆粒勻細程度;斷口有無孔洞、疏松及白點,成份上是否始終保持穩定一致,達到國傢鋼材的標準規范等等。當前電渣重熔冶煉方法,對材的冶金質量能起到明顯的保證作用。
4、采用先進的毛坯鍛造工藝模具毛坯進行鍛造有兩種目的:首先是碳化物均勻分佈,加熱時阻礙奧氏體晶粒的長大,降低鋼對過熱的敏感性。由於均勻分佈的碳化物硬度極高,顯著地提高瞭鋼的耐磨性和抗咬合能力,也增強瞭鋼的塑性變形抗力。其次是形成合理的流線分佈,使材料在力學性能上以及淬火變形的趨向方麵,不會出現明顯的差別。如在采用合理的茲造手段以後,能夠達到上述予期的目的。當前的多向墩拔的鍛造工藝是值得采用的。其主要的特點是在鍛造時變形均勻,容易鍛透,使碳化物細碎,全麵改善瞭組織。所要註意的是,通常高合金模具鋼的導熱性較差,塑性低,變形抗力大,鍛造溫度范圍狹窄。如在鍛造時加熱不足,鍛件易碎斷或產生內裂紋,冷卻不當時,則在鍛件中有網狀碳化物或冷裂紋的危險。為此,在加熱規范中,要求特別重視的是始鍛溫度及終鍛溫度。控製始鍛溫度,主要是為瞭取得最佳的塑性和獲得最小的變形抗力。控製終鍛溫度的上限,是使晶粒不致長大或析出網狀碳化物等缺陷;而控製瞭下限,是為瞭防止降低塑性,引起鍛造裂紋或產生過大的內應力。對於3Cr2W8 V鋼,在加熱溫度為1130~11600C時,始鍛於1080~1120 0C,終鍛於900-8500C,則較為理想。在冷卻規范中,既要防止在Ar或Arm以上,由於冷卻速度慢而析出網狀碳化物,又要防止冷卻速度過快,由於內應力過大,而有形成冷裂紋的危險。此外,對於3Cr2W8V含鎢熱模鋼,為瞭使鍛坯的組織均勻,降低硬度,便於切削加工,則要求退火。在退火工藝上,值得研究的是,如采用Aci以上的持續退火工藝是不足取的,這樣有可能形“成穩定的WC及WZC型的碳化物,降低瞭鋼的淬硬性及淬透性。如采用高溫退火的軟化處理,不僅能得到細小的珠光體,而且帶來瞭操作簡便,周期縮短,不易氧化脫碳等優點。高溫退火的軟化工藝規范為。加熱到Aci,(850 0C),在750一780 0C燒透,保溫1012小時,保溫終瞭後隨爐溫到600 0C後空冷。(3)把好模具材質的初步檢驗關從生產角度出發,為瞭方便、迅速,可采用磨火花鑒別法。當前,由於某些管理上的問題,有時會出現鋼種的誤用,這將為生產帶來不可彌補的損失。因此,可進行磨火花作為初檢的內容。3Cr2W8V鋼的火花。較其他鋼種有明顯的差別。火束細而短,發出暗色光,無火花爆裂現象,流線呈暗紅色,尾部有點狀的狐尾花點。其次值得采取超音波探傷,檢查出坯料中隱藏的缺陷。其目的一方麵是為瞭防止在鍛造過程中,因材質問題達不到鍛件的要求而報廢,另一方麵由於未能查出隱患,在投入大量的加工人工及材料,化費瞭很長的周期以後,最終卻功虧一筍。其他檢驗項目及依據如下:關於疏松可按YB9-68來評定,殘留網狀碳化物及共晶碳化物的不均勻度,可按GB1299-77來檢驗。鋼材晶粒度的測定法,我國為YB27-64,也可參照美國ASTM112-74。日本JISG0551-77,蘇聯r OCT5639-650鋼材脫碳層深度的測定,隻有工503837-76及日本JISG0538-77標準。淬硬層深度的測定,有日本JISG0557-77標準,IS02939-73規定從表麵測至HV550(1 kgf負荷下測量)處,為滲碳有效硬化層深度,其計算公式為:式中:HG—技術條件規定的硬度亙1,直:—分別代表在距離d,,d2處所測硬度的平均值模具表麵不應有用肉眼能觀察到的折疊及裂紋。在拋光過程中如出現局部麻麵或類似砂眼等缺陷時,那極可能是氧化夾雜物的聚集所在。(4)精心設計模具的結構模具設計的內容極為豐富,可以從鑄件的結構工藝性分析著手。由於鑄件結構設計上的不合理,導致模具中存在著細薄的截麵,成為斷裂的根源。斜度值的不合理,引起抽芯,開模或取件時的擦傷。型腔壁麵交界處的倒角,稍有疏漏,造成應力集中裂紋。澆註系統的設計中,在流向、截麵積、壓射速度等控製不當,造成對型壁或型芯的沖蝕。金屬液進入型腔後形成的渦流,由於渦心部分的流速為無窮大,對模麵起到強烈的鏤蝕作用,造成局部拉毛,模具的剛度不足,由於片麵地強調節約鋼材,導致早期變形或斷裂的情況,時有發生。在各構件配合精度等級如選用不當,或者是由於有餘隙的存在,引起導熱率的下降,過早地產生熱疲勞,或者是由於裝配尺寸過緊,形成予應力,壓鑄過程中模具出現爆裂。在現代的模具結構中已考慮采用快速頂出機構,在這裡,一方麵固然是為瞭提高生產效率的需要。但是從另一個角度來看,也是為瞭減少鑄件的留模時問,為卸除模具材料的熱載荷而設計的。
5、合金熔煉,保溫過程中的有關控製模具型麵在高速金屬流的沖刷下,產生熱沖蝕。凡是出現沖蝕的部位,都會使鑄件的尺寸精度和表麵光潔度有所下降,甚至於使該處與鑄件咬合,影響順利出模。為此,控製溫度參數,其中包括合金溫度的掌握以及控製模具始終處於熱平衡狀態,至關重要。此外合金中的氣體問題,在壓鑄這樣一個高速、高壓充型特定的環境下,隨著金屬液流的噴濺而產生爆裂,出現瞭對模具的氣蝕問題,在型麵上留下麻點,在這方麵應予以重視。為此對合金進行精煉除氣,一方麵乃是出於凈化合金液的需要,而在避免產生氣蝕作用,防止模麵上形成麻點也是有益的。此外,合金中含鐵量的控製,對於防止粘模至關重要。但根據Al-Fe相圖可知,鋁在600℃左右,容易溶入鐵中形成固溶體,容易粘附於模麵上,使鑄件的表麵質量下降。嚴重時,在模麵形成脆性的鐵鋁化合物,成為裂紋源。在這個問題上,除瞭塗料能起到一部分作用外,合金中合適的含鐵量的控製,值得註意。過高的含鐵量可用鋁來調整,與鋁的比例可按10:2來處理,過低的含鐵量,要采用增鐵的措施來解決。
6、采用最佳模具熱處理規范作為壓鑄模具的材料必須具有較高的熱強性和回火穩定性,這樣才有可能獲得高的熱疲勞抗力和耐磨性。作為鋁合金壓鑄用的模具材料,當前比較適用的仍是屬於國內最為普遍采用的鎢系高熱強模具鋼3Cr2W8V鋼。其鍛造性能好,在機械加工性能及熱處理工藝性能上也較佳。對於3Cr2W8V鋼,由於熱處理工藝不當,在壽命問題上常常會出現大起大落的現象。其中以淬火與回火的工藝,尤其要求嚴格掌握,直接影響到模具熱疲勞抗力,熱強性和回火抗力。目前大部分工廠對壓鑄模所取的淬火溫度為1050-1100℃,進一步提高淬火溫度的呼聲很高,但是也其有利弊。眾所周知,隨著淬火溫度的提高,其有利方麵如下:1)更多的碳化物溶入奧氏體,將使淬火後的馬氏體具有較高的回火穩定性,熱強度,耐磨性和耐疲勞性能也均相應地提高;2)一定程度上減少碳化物帶狀偏析,減輕瞭剩餘碳化物對基體的切割作用。也改善瞭材料性能上的方向性,並使剩餘碳化物變得更少、小、勻和圓態,提高強韌性。3)使板條馬氏體數量增加,提高強韌性,降低裂紋的擴展速度。但是有其不利的一麵:1)晶粒粗化,使模具韌性下降。如奧氏體化溫度為10500C時,晶粒度等級9^-10級,奧氏體化溫度為11500C時,晶粒度等級為2飛級。2)模具更易變形。3)模具表麵更易氧化脫碳。權衡利弊,個人認為,對壓鑄模來說,其主要失效形式是熱疲勞和熱沖蝕,因此高溫強度,硬度和回火抗力比韌性更為重要,提高淬火溫度將可進一步發揮3Cr2W8V鋼作為壓鑄模材料的潛力,至於模具的變形和氧化脫碳,可通過相應的措施予以解決。例如在淬火加熱時采用兩次予熱,其中第二次予熱溫度取850^-870℃,略低於最後淬火溫度,其目的是減少模具到溫的時間差,縮短高溫保溫時間,以減輕由於高溫加熱而帶來的弊端;又如采用二次分級淬火或等溫淬火,則可減少變形:其他如加強鹽浴脫氧或在有保護性氣氛的箱式爐中加熱,可避免氧化脫碳等。由於3Cr2W8V鋼的成分在允許范圍內有波動,理論上應有其最佳淬火溫度。當采用較高淬火溫度時,其最好的含碳量在規定含量的下限;而其含鎢量在規定含量的上限,這樣可使淬火後仍能獲得較細的晶粒。回火溫度的選擇:通常認為回火到硬度HRC47-48有最好的抗熱疲勞性,但該回火溫度必須高於模具使用溫度30^-500C,否則在使用過程中會再次出現回火現象。淬火溫度愈高,回火溫度也應相應地提高,才能發揮提高淬火溫度的效果。如淬火溫度為1050~10750C時,回火溫度為560-6000C;淬火溫度為1100、1150℃時,回火溫度應取600~6500C。回火次數對於鋁合金模具為兩次到三次,對於銅合金模具則為三次,以消除殘留奧氏體,避免在使用過程中由於殘留奧氏體轉變為馬氏體而引起內應力,嚴重地影響模具的壽命。
7、模具高能量密度表麵強化處理高能量密度表麵強化是材料表麵施加極高的能量,使之發生物理化學變化,以達到強化的目的。其主要特點是:工序簡單,過程迅速,零件變形小,生產效率高。其中以采用電火花表麵強化工藝乃是一項減少表麵沖蝕,防止金屬與模麵咬合,提高使用壽命的有效途徑之一。其原理系利用脈沖電路的充分放電原理,將硬質合金製成的電療(Y68),接通電源的正極,金屬工件接通電源的負極,二者在空氣中作周期性地接觸,引起氣隙放電,形成火花與高溫。在高溫作用下,碳化鎢從電療上升華釋放,在工件的表麵產生並完成一系列包括:重熔,沉識,擴散、化合及淬硬的過程,使被塗復的工件表麵形成一層成分均勻,結構致密,高硬度的碳化鎢沉積層。其表麵硬度達到HV1100-1400。強化層與基體結合牢固,耐沖擊,不剝落。強化處理時,工件處予冷·態,放電點極小,時間短,無退火及變形。經強化後的模具,無論在耐熱性,耐蝕性,紅硬性及耐磨1生方麵,都有很好的成效。國外出現的一種氧氮表麵擴散法即模具在真空下,在5400C溫度下加熱4小時,並通入氨氣,接著添加丙烷及二氧化碳,直到形成0.03毫米深度的氧化鐵,氮化鐵及碳化鐵為止,經600℃溫度處理後,其表麵硬度達到HV750。在氮化處理方麵,以氣體軟氮化為最好,經處理後的模具有較高的表麵硬度,耐磨性及沖擊韌性。其化合層致密,為單相£相,提高瞭模具抗擦傷,抗咬合,抗粘模和耐腐蝕能力。此外氣體軟氮化的生產周期短,易返修、設備簡單、操作方便。對於3Cr2W8V鋼鋁壓鑄模具的表麵強化較為適宜,其最佳工琶如下:50%甲醇寫50%氨,在5800C加熱滲氮,保溫4.5小時軟氮化後油冷。
8、采用良好的操作規范操作規范中首要的問題是生產前模具的予熱。模具中應力的大小與模具的溫度梯度成正比,因此適當地提高予熱溫度是能夠理解的。但是過高的予熱溫度使型腔的表麵接觸溫度也高,有損材料的屈服強度,對模具的抗熱疲勞性能是不利的。此外模具在服役過程中,始終保持處於熱平衡狀態,己成為提高模具壽命,增加生產效率和保證鑄件的致密性方麵的重要手段:對於冷卻水道的佈置以及熱油加熱、冷卻控製設備的應用,首先以測出模具溫度場的分佈作為依據。采用熱電模似法測出等溫線的分佈規律仍有其實用價值,它是在熱電物理現象彼此相似的理論基礎上而被采用的。在穩定的條件下,也就是說,在溫度場中的溫度與電場中的電位不隨時間變化的條件下,固體的導熱現象與直流電路中導體的導電現象,都可以用同一個拉普拉斯微分方程式描述。根據相似理論,如果兩種不同的物理現象,都可以用一個微分方程式描述,並且實現邊界條件,幾何條件與物理量相似,如電場中的電壓、電阻,電流與溫度場中的溫差、熱阻、熱流彼此相似,那麼就可以在電模型上模擬熱原件上的傳熱現象出來,對生產起到指導性作用。操作過程中的節奏性和連續性,再加上模具溫控裝置的配合使用,都可為保持模具最佳的熱平衡狀態創造條件。壓鑄模在服役期間進行去應力回火處理,使熱疲勞裂紋在尚未出現的孕育期內產生應力松弛,成為提高壽命的一項有效的措施。去應力的回火溫度取原來的回火溫度低3050℃,回火間隔與鑄件材料,模具材料及鑄件的重量有關,一般應選擇在沒有出現裂紋之前進行。對於重量為100克的鋁合金壓鑄件,模具在使用25000次以後,就應進行去應力回火;重量為100--500克,為10000次;大於500克為5000次。對於同樣重量的銅合金鑄件,其間隔分別為3000次,2000次和1000次。塗料的復膜性對保護模具材料起到重要的作用。凡是塗料未能勻復之處,皆有受到侵蝕的危險。美國對於模具表麵噴塗時液滴的形式與散佈麵積的大小作瞭機理上的探討,西德也有類似研究工作的報導。他們認為:噴塗到高溫度模具上塗料的液滴,會產生高的蒸汽壓力,而不易吸附於型麵上,引起脫離和濺落,未能充分潤濕型麵使模具壽命受到影響。根據機理分析,塗料液滴應先成球狀與型麵接觸,然後攤平成橢圓形而增加瞭接觸麵積,再進一步鋪開成膜,達到均勻復蓋的目的。為此要求模具溫度不宜超過所謂“潤濕溫度”范圍。其最佳方案是提高噴塗壓力,使液滴得到較高的動能,壓製瞭液滴的凝聚現象,達到不致快速汽化的目的。模具在服役過程中定期進行觀察與檢修,至關重要。在生產中由於支承板及套板的變形,緊固螺栓的松動而導致模具早期破壞的例子也常有所聞。
9、保證模具的加工質量模具在磨削加工過程中由於砂輪的不夠鋒利,引起摩擦熱,會引起表麵出現磨削裂紋。此外由於磨削應力的存在,也會降低模具的熱疲勞能力。型腔表麵,特別是澆道表麵光潔度不高或者型麵有少量擦傷及劃線痕跡處,都是裂紋源。模具鑲塊與套板之間的配合精度選用不當,或者由於過松影響熱傳導效率或者由於過緊,產生予應力而使套板碎裂。模具與機器之間安裝精度,包括平行度與垂直度,皆可能影響導向件的過早磨損。對於用電火花加工的模具應用日廣的今天,在加工過程中,由於局部高溫形成表層下的回火區。該區在組織上及化學成分與基體不同,硬度高,再加上表麵存在著殘餘應力,加工後型麵易形成細微裂紋,有必要進行拋光處理。目前超音波拋光應用日廣,比人工拋光效率可提高1-2倍。


批發市場僅提供代購諮詢服務,商品內容為廠商自行維護,若有發現不實、不合適或不正確內容,再請告知我們,查實即會請廠商修改或立即下架,謝謝。