



焊接工裝設計原理:
1.滿足使用過程中工件定位的穩定性和可靠性;
2.有足夠的承載或夾持力度以保證工件在工裝夾具上進行的施工過程;
3.滿足裝夾過程中的簡單與快速操作;
4.易損零件必須是可以快速更換的結構,條件充分時最好不需要使用其它工具進行;
5.滿足夾具在調整或更換過程中重復定位的可靠性;
6.盡可能的避免結構復雜、成本昂貴;
7.盡可能選用市場上質量可靠的標準品作組成零件;
8.滿足夾具使用國傢或地區的安全法令法規;
9.設計方案遵循手動、氣動、液壓、伺服的依次優先選用原則;
10.形成公司內部產品的系列化和標準化。
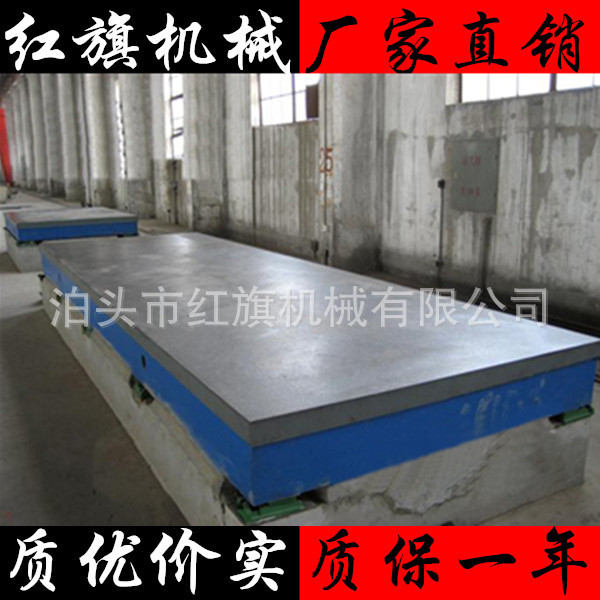
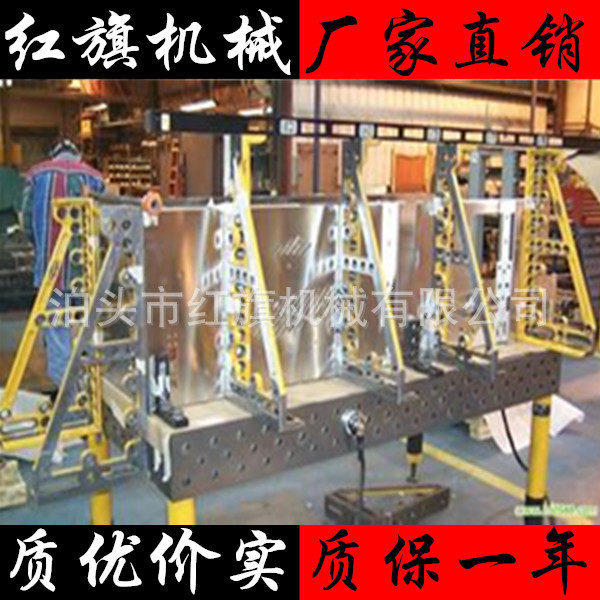
焊接行業呈現出五大發展趨勢:一是焊割產品正朝著數字化、智能化、自動化、高效化的方向發展;二是電焊機生產企業朝著研發焊接機器人系統的方向發展;三是由單一生產焊割產品向開拓開發焊割環保設備、生產焊接材料、開展技術培訓和製造服務業、開發智能化焊接工藝軟件等焊割產業鏈的方向發展;四是焊接材料向著研發高品質。高性能、高強度的特種合金鋼焊材方向發展;五是從為用戶單純提供焊割設備向提供整套的焊割解決方案發展。中小企業應當瞄準行業的發展趨勢,想方設法研發高科技含量、高附加值的焊接新產品、新技術和新材料,加快淘汰更新老產品。 三維柔性組合焊接夾具系統是將金屬切削加工領域使用的組合夾具理論成功運用到焊接加工領域。 與傳統的焊接工裝相比,主要有以下幾點不同: 1. 客戶群不同 ,三維柔性焊接工裝主要運用的對象是生產小批量、多品種、高精度的焊接加工的單位。它是通用型焊接工裝,由標準化的模塊組成,而傳統的焊接工裝一般是專用工裝,特別合適批量大的焊接產品生產。 2. 準備時間不同 三維柔性焊接工裝采用模塊式安裝,從產品圖紙到工裝完成一般隻需要幾分鐘或幾小時;而傳統的焊接工裝則需要幾周甚至幾個月。 3. 定位精度不同 三維柔性焊接工裝由於本身的製造精度很高(IT7),在1000×2000mm工作臺的范圍裡,孔與孔最大的定位誤差為0.1mm內。 4. 經濟價值不同 傳統的焊接工裝一般是按照一個工件或一道焊接工序專門製造,每次開發新產品都要新的投入;而三維柔性焊接工裝雖然第一次投入稍大,但再開發新產品就不用再次投入瞭。 有一個用戶,他們用兩套三維柔性焊接工裝系統成功替代瞭4500套傳統焊接工裝,充分體現瞭焊接工裝的經濟性。








批發市場僅提供代購諮詢服務,商品內容為廠商自行維護,若有發現不實、不合適或不正確內容,再請告知我們,查實即會請廠商修改或立即下架,謝謝。