





步距規,也叫節距規,階梯規。它由精密的量塊直線排列,永久固定於一個堅固的框架中,框架表麵進行噴塑或鍍層保護處理,用途十分廣泛,小到卡尺,大到座標測量機、數控機床,還有線切割、雕刻機、車磨鉆銑刨機床等等……都可用於對比定位精度檢測機床工作臺移動精度和校準三座標測量機,便於調整機床以補償誤差,提高設備定位精度。
對比其它機器,因其耐用及穩定性是檢測連續的長度定位精度使用步距規是一個廉價而高效的方案。
影響一臺設備的長度定位精度的原因有多種,其中有兩個重要的方麵,一個是設備長度標準本身的誤差,另外一個方麵就是設備的測量/加工具體實現的方法方式。常見的設備長度標準有光柵、容柵、磁柵、標準絲杠、線紋尺、激光乾涉機等。

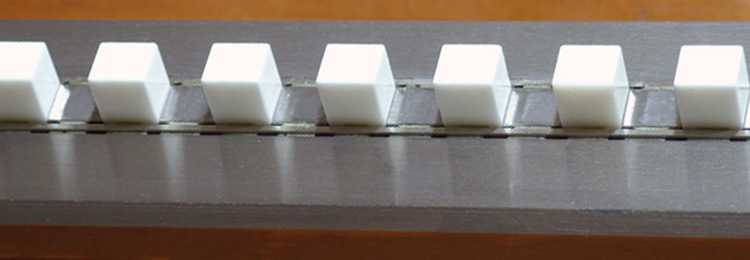
步距規的工作尺寸是指各量塊外露部分工作麵中點間的距離。
使用步距規檢測數控機床各座標方向定位精度參考方法:
將步距規放置在工作臺上並沿某一座標方向(X、Y、Z)調整基體使之與某一導軌方向平行(斜度100:0.01)。在主軸頭架上吸附剛性較高的磁力表座並裝上杠桿千分表。因杠桿千分表的質量對檢測結果影響較大,故應選用精度高尤其重復性好(不超過0.001mm)的高檔杠桿千分表。 測量時杠桿千分表測頭應處於各量塊工作麵中心區域。測量Z軸方向(垂直方向)定位精度時,應將步距規直立放置進行檢驗。 出廠檢驗報告已標出步距規各工作尺寸偏差值,處理測量結果時應將測得值加上工作尺寸的偏差值(帶正負號)。 修正後的測量結果即為各座標方向的定位誤差,將某座標方向各點的定位誤差記錄並繪成座標曲線,利用記錄和曲線圖,借助有關軟件進行誤差修正。 陶瓷工作量塊的熱膨脹率為(9.5±1.0)×10-6 K-1,中間墊塊與鋼質量塊的熱膨脹率為(11.5±1.0)×10-6 K-1;當環境溫度偏離20°C,還應考慮溫度變化可能引起的測量誤差。
步距規精度表:

使用步距規前,應用潔凈脫脂棉(可沾少許航空汽油120#)擦凈各工作表麵。對鋼質量塊,使用前需除凈防銹油,使用中勿用手指觸摸量塊工作麵(手汗極易使鋼質量塊生銹),用完後應塗防銹油。陶瓷量塊不生銹且耐磨耐用。
設備的長度標準本身的誤差是可以精確測定出來的,但是其精度並不能等同於設備實際能達到的精度——我們稱之為綜合精度。實際上設備長度標準本身誤差往往隻占綜合誤差的一半或者更少的分量,設備導軌的直線度、平行度、垂直度的偏差,長度標準所處設備中的位置等等問題,都會明顯影響綜合精度。
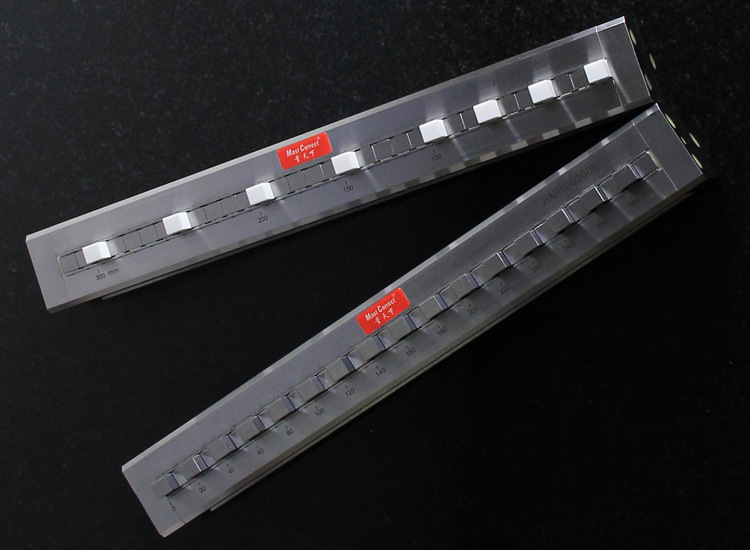
實物圖片:



批發市場僅提供代購諮詢服務,商品內容為廠商自行維護,若有發現不實、不合適或不正確內容,再請告知我們,查實即會請廠商修改或立即下架,謝謝。




