










 |
|
|
 |  |  |
 |  |  |


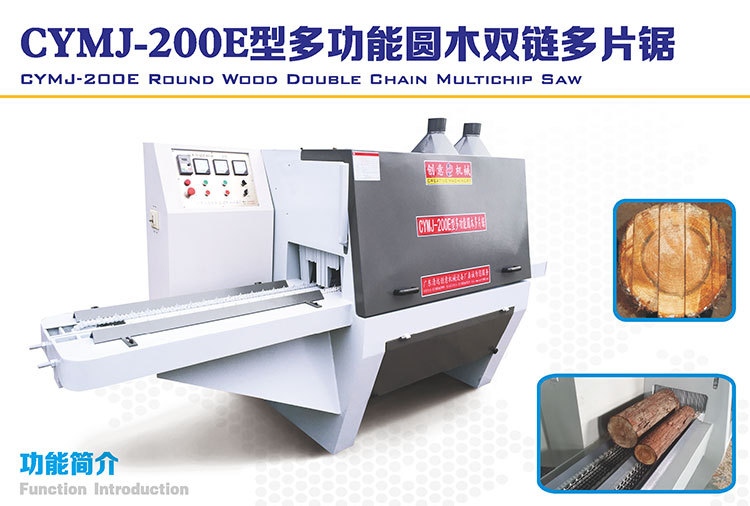
CYMJ-200E型多功能圓木雙鏈多片鋸
本機器適用於圓木的開破或全開片的加工,該設備配用導航裝置,智能變頻鏈條式連續送料,大小木材可自選式精密加工,生產效率極高,加工產品規格任意更換,操作安全,穩定易用,品質精密、美觀。
技術參數 Technical parameters | |||||
型號 | CYMJ-148E型 | CYMJ-168E型 | CYMJ-180E型 | CYMJ-200E型 | CYMJ-250E型 |
整機功率 | 30.75KW | 32.2KW | 39.5KW | 45KW | 60KW |
鋸片規格 | ¢230 | ¢255 | ¢280 | ¢305 | ¢350 |
工作電源 | 380V | 380V | 380V | 380V | 380V |
最小加工直徑 | 40MM | 40MM | 60MM | 60MM | 120MM |
最大加工直徑 | 140MM | 160MM | 180MM | 200MM | 250MM |
最小加工長度 | 400MM | 400MM | 400MM | 400MM | 500MM |
最大加工長度 | 3000MM | 3000MM | 3000MM | 3000MM | 3000MM |
產品不斷研究改進,外觀與數值若有差異,均以實物為準



【傳統帶鋸、圓木多片鋸性能對比】
類別性能 | 帶鋸 | 圓木多片鋸 |
| 出材 | 圓木——>毛板——>光麵板 鋸切耗材25%+壓刨耗材12% 經兩道工序加工,總出材率約為65-75% | 圓木——>光麵板 鋸切耗材25% 隻經一道工序加工,出材率約為70-80% |
| 工效 | 1.二位師傅每小時鋸切圓木0.65立方 每位師傅按2000元/月市場計算 每立方加工成本約15元 2.壓刨機拋光每立方毛板工資約為15元 | 1.兩位師傅每小時鋸切圓木3立方 每立方圓木工資約為6.5元 2.無需壓刨工序,多片鋸直接出光麵板 3.工效是傳統工藝的4-6倍 |
| 操作 | 需要高薪聘請專業的師傅操作 人才難求,薪酬成本高 | 普通工人隻需崗前培訓兩三個工作日即可熟練操作 薪酬成本大大降低 |
| 維護 | 帶鋸因結構松散,鋸條易損 影響機器質量的因素多,維修次數拼房 | 結構設計科學合理,智能化操作 鋸片耐磨 影響機器質量的因素少,維修次數減少 |
| 利用率 | 直徑8公分,長度1米以下的圓木難以操作 小圓木難以利用 | 圓木直徑最小可達5公分,最短長度可達50公分 圓木利用率高 |
| 耗電量 | 不管木材大小耗電都是一樣多 | 耗電量隨圓木口徑的大小自然增減 |
| 安全性 | 鋸片、動力傳動裝置完全暴露, 不安全因素多,極易發生工傷事故 | 鋸片、導航片、動力傳動裝置都是全封閉設計, 木材進料口采用防彈裝置,不怕木材反彈, 操作極為安全 |
| 發展性 | 生產效率低,工資成本高, 限於小規模加的木製品、木材加工作坊, 企業難以做強做大 | 生產效率高,交貨時間快, 出廠規模大,工資成本低, 木材加工企業很快就能做強,做大 |

多片鋸是多個鋸片組合後機加工,而單片鋸是單個鋸片作業,單個作業的鋸片一般要求不是很高,即時質量稍差一點也沒太大影響;而多片鋸卻不一樣,對鋸片的要求比較高,但凡使用多片鋸一般都要求比較省木材,鋸路小,鋸片溥,光潔度高等特點。
鋸片孔,一般情況分為散熱孔和消音孔;
散熱孔--鋸片由於在高轉速條件下工作,鋸體很容易因發熱而導致變型;
消音孔--減少鋸片在工作中產生的噪音。
【多片鋸為什麼燒鋸片?怎樣選用多片鋸鋸片?】
燒鋸片的原因可能是:
1、散熱不好。買鋸片最好用帶散熱孔的,或者可以加水或者其他冷卻液降低溫度。
2、齒數太多。多片鋸安鋸片較多,阻力太大,齒越多阻力就越大,就越容易燒鋸片。
3、排泄不暢。鋸屑不容易排出也會造成局部太熱,設備一定要有良好的排泄系統。
4、原材料。刨花板本來就是非常不容易鋸的。如果刨花板質量太差,雜質太多也就容易燒鋸片。









批發市場僅提供代購諮詢服務,商品內容為廠商自行維護,若有發現不實、不合適或不正確內容,再請告知我們,查實即會請廠商修改或立即下架,謝謝。




