




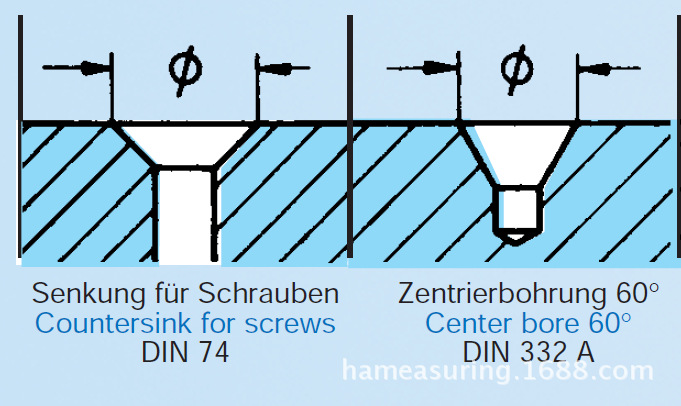
在軸類工件精密加工中,頂尖孔加工工藝的存在提高瞭精加工效率以及加工精度,他的精度決定瞭加工基準的精度,軸類工件的圓度以及直線度,均要靠其保證,軸在粗加工過程中,由於切削量大,餘量不均勻等因素,將引起中心孔的變形。因此,工件在精車或磨削加工以前,為瞭保證工件質量,必須對中心孔進行一次修整。
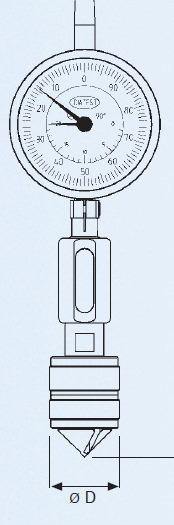
中心孔在國標檢驗中需要測量深度,角度以及中心孔開口的直徑的測量,本公司提供瞭一個中心孔深度的測量的小工具,利用測球與中心孔等邊三角形相切的原理,在百分表安裝測球的利用基座對零的原理,可以測出中心孔的L2的值,同時也可以利用特殊的中心孔直徑測量工具測出中心孔直徑。
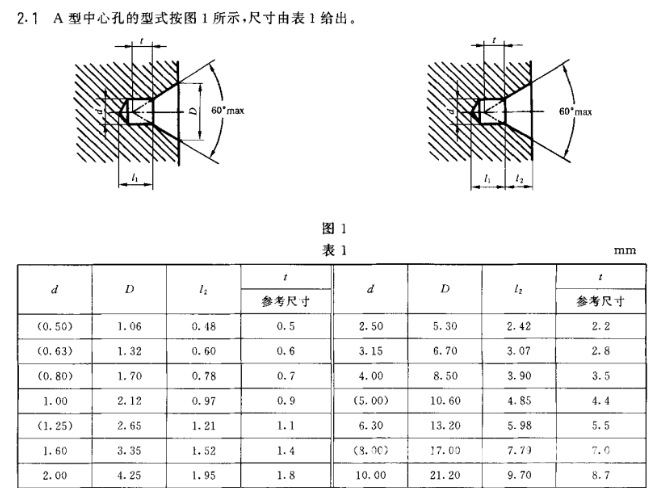
選型須知:
在確認好中心孔規格後,根據d值確定好球徑的值,一般球徑Do=0.87*D,d=1/2*D,顯然可以看出,d處的深度值可以由球接觸這個等邊三角形的斜麵得出,當然如果有頂尖孔標準件比對測量,這樣會更加易於測量!當以深度表座或者球底麵設零時,實際顯示值需加上切點到球底麵的固定值,如果是60度的頂尖,這個值一般是R/2
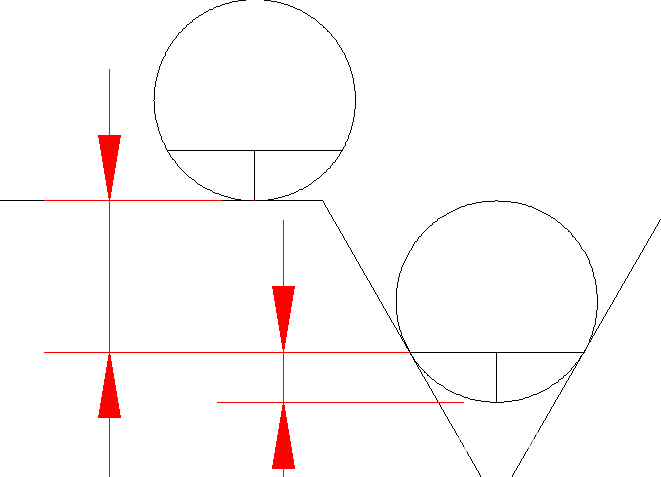
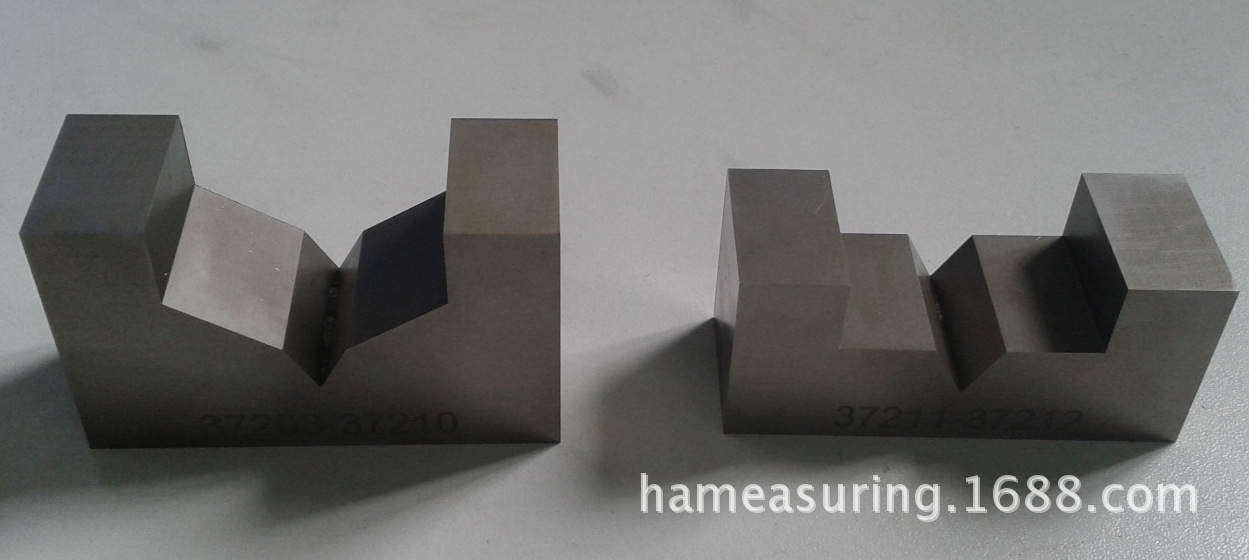
當然最簡單以及準確的辦法仍然是 定制頂尖孔標準件,利用剖麵圖做成V型的標準件,可以達到比對測量的效果!


另有 D 處中心孔直徑測量工具,也可以解決一些高端加工需求方案。
新手教學


批發市場僅提供代購諮詢服務,商品內容為廠商自行維護,若有發現不實、不合適或不正確內容,再請告知我們,查實即會請廠商修改或立即下架,謝謝。




