在WINDOWS平臺下清晰的顯示操作指南和中心偏離的修正指示。是更加先進的圓柱性能評價的圓度,圓柱形狀測量機器。
操作容易,性能優良,功能豐富
R/Z自動停止
伺服驅動探測器在徑向或上下方向移動,能自動的將探測器安置在測量的最佳位置,不需要用手動旋紐作復雜的調整,使操作性能大大提高。
自動測量
從圓度測量到復雜形狀測量工件的同軸度測量,可以同時進行18組自動測量模式(測量條件 / 測量 / 分析 / 記錄 / R轉移·負歸 / 上·下移動 / 旋轉)。因此,每一個重復操作都很簡單。
全方位探測器
觸針臂長,而且由於新開發瞭一種探測器座,手用單觸式就可以測量深孔、平麵、斜麵等所有要測量的位置。同時,限制瞭觸針在溝槽等缺口部分的下落量,對探測器有保護功能。
中心偏離調整指南
用十字遊標圖示出中心偏離位置。用X,Y微動旋紐使實時移動的十字遊標與顯示的中心一致,中心偏離就完成瞭。
旋轉精度
采取瞭多孔靜壓空氣軸承,保證瞭0.02mm的超高精度。本公司的多孔靜壓空氣軸承是一種細微光欄與軸承麵同樣分佈的理想的方式。
l因為剛度和載荷能力高,所以,有很強的防止載重偏離和外部震動的能力
沒有壓力分佈集中現象,穩定性好,所以,能得到很高的旋轉精度。
除以上特點外,還具有許多優點。
濾波器
除2CR標準型外,采用瞭沒有波形畸變的相位補償型的濾波器。而且,裝備瞭適合平直度測量、截止值長的濾波器。
高分辨率
縱向放大倍率可達50,000倍, 堪稱高放大倍率。 而且,一個圓周的采樣數為4,096點, 可以忠實的測量到濾波器的500個峰。
上下移動時軸的平直度、平行度精度
除瞭符合的旋轉精度、圓柱形狀最重要的精度---圓柱度外, 還能測量平直度、平行度等。軸上有上下移動的高度刻度,並能自動讀數,因而,提高瞭需要位置數據的多斷麵測量的測量精度和操作性能。
立體記錄
可以對同軸度、圓柱度等數據進行立體記錄。
再計算功能
測量的數據可以儲存,所以,可以更換計算條件,再進行分析。
測量力的調整
對容易劃傷的軟質材料,容易彎曲的細的工件都能進行高精度測量,測量力在100mN之內可以自由調整。
4種分析模式
對於圓度等重要的計算定義,有最小區域法MZC、最小二乘法LSC、最大內接圓中心法MIC、最小外接圓中心法MCC等4種模式。
部分圓(線) 測量
具有將缺陷部分從測量對象中去除再進行計算的功能,在去除方法中,有超過預先指定的水平的部分被自動去除的測量方法和在液晶畫麵上去除指定測量輪廓的方法。 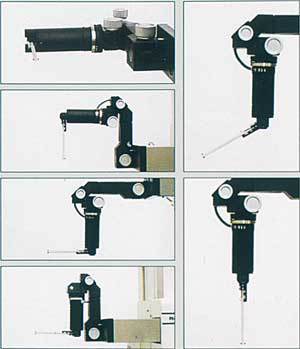
|





.jpg)