一.概述:
板材成形試驗機為用於測定金屬板材塑性成形(沖壓)性能的工藝試驗設備。是控制板材軋制質量、合理選擇沖壓工藝的高效試驗機器。同時也是評定金屬薄板模擬成形性能指標和特定成形性能指標的力學試驗設備。
板材成形試驗機可進行金屬薄板和薄帶埃裡克森杯突試驗,測定材料的塑性變形性能;配備相關附具,還可進行金屬板材的拉深、沖杯、錐杯、沖孔、擴孔、翻邊、彎曲等多種成形性能試驗, 測定金屬板材的成形性能指標和特定成形性能指標.
1.SAS-120B杯突試驗機的適用范圍:
SAS-120B杯突試驗機用來進行金屬板材和帶材的埃裡克森(Erichen)杯突試驗和金屬板材的拉深成形(Swift)試驗.
所謂埃裡克森杯突試驗,是用一定規格的鋼球或球狀沖頭,向周邊具有一定夾緊力(限制試樣在試驗過程中向內流動)的試樣施加壓力,直到試樣產生穿透裂縫為止,此時沖頭壓入深度(mm)為被試板材的埃裡克森杯突值(E),此杯突值用來判斷材料的塑性變形性能.
所謂金屬板材拉深試驗,是用一定規格的圓柱形沖頭,將壓緊於夾模與沖模之間並使其在試驗過程中能夠向內滑動而不起皺折的一定外徑的圓片形試樣壓於夾模與沖模之間,通過柱形沖頭對其拉深成形.本試驗采用不同直徑的試樣並按照逐級改變直徑的操作程序進行拉深成形,用以測定拉深杯體底部圓角附近不產生破裂時允許使用的最大試樣直徑,試驗結束後計算極限拉深比。此極限拉深比值用來判斷材料的成形性能.
2.執行標準:
GB4156-84《金屬杯突試驗方法》
GB4156-2007 《金屬材料 薄板和薄帶埃裡克森杯突試驗》
GB/T15825.1~15825.8--2008《金屬薄板成形性能與試驗方法》
GB/T 5125-2008 《有色金屬沖杯試驗方法》
YS-T419-2000_《鋁及鋁合金杯突試驗方法》
JISB7729-2005《埃氏杯凸試驗機》
GB2611-92《試驗機通用技術要求》
二、主要技術參數:
(1)杯突試驗板材厚度: 0.2-2.0 mm
拉深試驗板材厚度: 0.45-2.0 mm
(2)試樣板材最大寬度: 100mm
(3)沖頭最大行程: 80mm
(4)夾緊活塞行程: 21-31mm
(5)最大沖壓力: 120KN
(6)最大夾緊力: 40KN
(7)杯突值分辨率: 0.01 mm
(8)沖壓力測量精度: ±≤2%KN
(9)壓邊力測量精度: ±≤5% KN
(10)凸模上升速度: 0-180 mm/min
(11)電源: 50HZ、三相四線380V/220V
(12)液壓油: 220號壓縮機油
(13)外形尺寸: 1300 mm(長)×800 mm(寬)×1300 mm(高)
(14)整機重量: 800公斤
三.組成和工作原理
本試驗機由電動液壓加荷,采用自動或手動兩種操縱方式。主機由復合油缸、高壓油泵、溢流閥、節流閥、電磁液壓閥等組成。
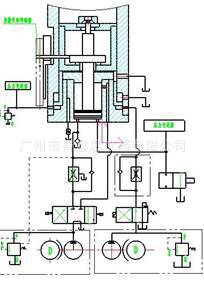
工作原理圖
控制系統可實現手動試驗操作或從夾緊試樣到杯突值顯示的自動試驗的全過程。如工作原理圖所示,啟動右邊油泵,輸出的高壓油經電磁閥(二位四通電磁閥)和調速閥流向夾緊油缸,推動大活塞上升,使夾模將試樣夾緊,調節壓力閥使夾緊力控制在某一定值,多餘的油則經壓力閥流向沖壓油池:然後啟動左邊油泵,高壓油經電磁閥(三位四通電磁換向閥)經調速閥流向沖壓油缸,推動小活塞上升,使沖頭壓入試樣,旋動調速閥改變節流孔的通道麵積,便可改變油流大小而達到調速的目的。多餘的油則經溢流閥流回油池。調速閥采用差壓力方式控制,維持油泵油壓與工作缸油壓為一恒定值,調速較穩定。
板材的變形深度(E值)為沖頭壓入試片的深度,實際上就是沖頭直線性機械位移的量值。此值用直線光柵為檢測元件進行等量測試,經數據處理後在顯示屏上直接顯示。
試驗過程中,當試樣產生穿透性裂紋時(材料已屈服),沖壓負荷少許下降,用此時的力值訊號觸發停車。此時,最大沖壓力和杯突值在顯示器上顯示並保持。詳細說明見《GBS-120B板材成形試驗機測
控系統用戶手冊》。
在進行下一個試驗操作時,顯示屏上所有數據自動清零。
沖壓行程時,夾緊油缸前腔的回油經集油器流回油池,沖壓油缸前腔的回油經換向閥流回油池。
在返回行程(凸模、墊模退回)時,兩電磁閥同時換向,此時右邊油泵的油流回油池,左邊油泵的油經換向閥流入沖壓油缸前腔。使凸模、墊模下降,沖壓油缸後腔的油經單向閥,換向閥流入油池,不受調速閥的控制,實現快速復位。
在沖壓油缸中部裝有安全閥,當沖壓活塞上升到最高位置或下降到最低位置時,安全閥就被自動接通,起到安全保護作用。因此更換沖頭而需將沖壓活塞升到最高位置或是試驗完成後將沖壓活塞退到最低位置,即使不停車,也不致發生任何故障。
四、旋鈕及操作麵板說明:

旋鈕及操作麵板如附圖一所示。該麵板供試驗機調試時使用,也可在需要手動操作的試驗過程中使用。
(1)旋鈕;
①夾緊力控制閥(左一),用來調節夾緊力的大小;
②沖壓力調速閥(左二),用來調節沖頭上升速度;
③夾緊力調速閥(右一),用來調節墊模上升速度的;
(2)麵板操作按鍵和觸摸屏操作按鈕
本試驗機可分別使用麵板按鍵和觸摸屏按鈕進行試驗操作。
麵板按鍵和觸摸屏按鈕的相應操作功能相同。
①“急停”,在應急時使用。按下“急停”按鍵(鈕),可中斷所有功能動作,當放開“急停” 按鍵後,撤消中斷,相應功能鍵繼續進行試驗。
②“夾緊”,按夾緊按鍵(鈕),夾模上升,夾緊試樣。至顯示屏上顯示設定夾緊力,完成夾緊功能。
③“沖壓”,按沖壓按鍵(鈕),沖頭上升,沖壓試樣。當試樣被沖破時,顯示屏上顯示並保持沖壓力值及杯突(E)值,完成沖壓功能。
④“下降”,在夾緊或沖壓過程中,按下降按鍵(鈕),夾緊活塞和沖壓活塞下降到底,完成下降功能。
⑤“自動”,按自動按鍵,試驗機從夾模上升,夾緊試樣,沖頭上升,沖破試樣,夾緊活塞和沖壓活塞自動下降到底,完成一個試驗的全部過程,並對試驗參數顯示及保持。
(3)電源開關(機箱右側),撥動此開關,可接通、切斷供電電源。
五.試車步驟:
註意:試驗機出廠前已經調試完成。試車過程請采用手動操作,且不可改變除靈敏度和加緊力設定參數外的所有設定。
(1)打開後門,取掉光柵等包裝綁定的白佈帶。
(2)往油箱中加入清潔的220#壓縮機油約100kg(油標)。
(3)接通三相四線50HZ、380V/220V電源,連接保護地線。
(4)接通電源開關。
(5)將夾緊力控制閥調至最小,按夾緊按鍵(鈕),手感墊模應上升,在油路內應有油流動,否則加緊油泵電機電源相序要反接。
(6)將沖壓力調速閥調到最慢,按沖壓按鍵(鈕),手感沖頭應上升,否則沖壓油泵電機電源相序要反接。
(7)將夾緊調速閥調到“慢”, 按夾緊按鍵(鈕),夾緊力活塞應緩慢的上升。將“慢”調到“快”墊模上升變快。
(8)按沖壓按鍵(鈕),將沖壓力調速閥調到最慢,當沖頭上升到頂端不能再前進時,顯示屏應有不大的負荷。按動“下降”鍵,沖頭應快速下降,當沖頭落底時應自動停機。
至此,試驗機運轉正常,隻要裝上相應的模具即可進行試驗。
六.試驗註意事項
(1)試驗操作人員必須瞭解試驗機的原理及相關知識和相應執行標準;
(2)熟記各旋鈕及按鍵(鈕)作用;
(3)每次試驗前必須將夾緊力控制閥調至最低位置;
(4)熟練掌握“SAS-120B杯突試驗機人機界麵測控系統”
七.試驗與相關模具:
1,杯突試驗
進行杯突試驗時,模具的安裝如(圖一)所示。安裝沖頭時,首先將壓緊帽搬起後手動操作,按沖壓按鍵(鈕),將沖頭座升到最高位置(可以不停車),將標準沖頭按到沖頭座上,用側麵的頂絲緊固。然後按下降按鍵(鈕),沖頭落底復位。
杯突試驗是用規格為φ20的標準球狀沖頭或其他非標球狀沖頭,向周邊具有一定夾緊力的試樣施加沖壓力,直到試樣產生穿透裂紋為止。此時沖頭壓入試樣的深度(mm)就是被試板材的杯突(E)值,此值用來判斷材料的塑性變形性能。
試驗時,將壓緊帽按擋銷位置旋轉搬起,放置試樣於夾模之上。
放下壓緊帽,旋回原位。按夾緊按鍵(鈕),調節夾緊力調速閥(右一),最好以中速加緊;調節夾緊力控制閥(左一),使夾緊機構對試樣施加10KN-40KN的夾緊力(按需要設定)。按沖壓按鍵(鈕),調節
沖壓力調速閥(左二),將沖頭上升速度控制在5-20mm/min內。當
試樣接近破裂時,沖頭上升速度應調到接近速度下限(左二),以盡量減少試驗誤差。試樣破裂時,沖頭和夾緊活塞相繼自動下降,直至落底復位。試驗完成後,顯示器會記錄下杯突值、沖壓力、夾緊力等相關測試結果。再進行下一個試驗時,試驗機會自動清零。
請註意,試樣破裂時可用肉眼直接觀察,也可以從沖壓力值的下降來進行判斷。一般說來,材料狀態越軟、越均勻,裂紋愈圓;而硬狀態的材料裂紋傾向於成一直線,並往往伴有破裂聲。
標準杯突試驗模具:
標準沖頭球徑 ф20 mm
標準墊模孔徑 ф33 mm
標準凹模孔徑 ф27 mm
2,拉深試驗
進行拉深試驗時,其模具的安裝如(附圖二)所示,安裝方式與杯突試驗摸具相似。
安裝拉深模具時,將壓緊帽按擋肖位置旋轉搬起,卸下三個大頭螺釘,將杯突試驗所用壓模座卸下後放入附件箱。按附圖二裝上拉深用壓模座;在模座上換裝拉深墊模座;按沖壓按鍵(鈕),使沖頭座
升到最高位置,取下杯突沖頭,旋下杯突沖頭座,旋入拉深凸模;按下降按鍵(鈕),使活塞落底復位,即可進行拉深試驗。
試驗時,在拉深試驗界麵上采用手動操作。將圓試樣置於凹模與壓模之間,進行預試驗,確定合理的壓邊力。拉深試驗時,壓邊力的大小應控制在壓邊圈下麵的試樣材料不起皺,而且保證試樣材料在拉深凸模的拉深力作用下能夠流動和拉深變形。通過凸模對其進行拉深成形,以確定拉深杯體底部圓角附進的壁部不產生破裂時允許使用的最大試樣直徑(D0)max。驗結束後,用(D0)max計算極限拉深比。
本試驗采用圓片試樣,按規定的直徑級差分組,組數不少於2,每組內有效試樣數量為6。相鄰兩級試樣的直徑極差為1.25 mm。
凸模和凹模的工作尺寸按下表規定:
凸模和凹模的工作尺寸表 單位:mm
板料基本厚度 t0 | 凸模直徑 dp | 凸模圓角半徑 rp | 凹模內徑 Dd | 凹模圓角半徑 rd |
0.45-0.64 |
φ50-0.05 |
5.0±0.1 | 51.8+0.05 | 7.5±0.10 |
>0.64-0.91 | 52.56+0.05 | 7.5±0.10 | ||
>0.91-1.30 | 53.64+0.05 | 7.5±0.10 | ||
>1.30-1.86 | 55.20+0.05 | 7.5±0.10 | ||
>1.86-2.50 | 57.00+0.05 | 7.5±0.10 |
在下述任一情況下結束試驗:
a,一組試樣中,3個試樣破裂、3個試樣未破裂;
b,當某一試樣的破裂個數小於3,而增大一級後,試樣破裂的個數等於或大於4
試驗結束後按下式計算最大試樣直徑:
(1)一組試樣中,破裂與末破裂的個數相等(均為3個),試樣直徑記作(D0)max,,且
(D0)max,=(D`0),……………(1)
(2)其他情況下按公式(2)計算(D0)max,計算結果保留兩位小數
(D0)max,=1/2{[(D”0)i-ΔD0/(Y-X)X]+[(D“0)i+1+ΔD0/(Y-X)Z]} …(2)
(3)按公式(3)計算極限拉深比,計算結果保留兩位小數
LDR=(D0)max/dp……………………………(3)
(D”0)i…相同直徑的一組試樣中,破裂的試樣個數小於3時。該組的試樣直徑,角標i表示試樣直徑序號(mm)
(D“0)i+1…相同直徑的一組試樣中,破裂的試樣個數等於或大於4時,角標i表示試樣直徑序號(mm)
ΔD0…相鄰兩級試樣直徑的尺寸級差
X…D0=( D”0)i時,一組試樣中破裂的試樣個數,X<3
Y…D0=(D“0)i+1時,一組試樣中破裂的試樣個數,4≤Y≤6
Z…D0=(D“0)i+1時,未破裂的試樣個數,Z≤2
D0...試樣直徑
試驗時所用的初始試樣直徑可根據經驗確定,我們為您提供的最小試樣直徑為φ80。每組試樣必須進行6次有效重復試驗,並記錄破裂與未破裂試樣個數。
當出現下述人任一情況時,試驗無效:
①破裂位置不在杯體底部圓角的壁部;
②杯體出現縱向皺褶
③杯體形狀明顯不對稱,兩個對向凸耳的峰高之差大於2 mm
八.保養與故障排除
(1)經常檢查油位,低於最低油位時應加入清潔的220#壓縮機油。(室溫低於20℃地區也可加入少量60#壓縮機油);
(2)根據使用頻繁程度來決定更換工作油液(一般為2000小時),免污濁變質的油液損壞機件,每次用油約80-100公斤。
(3)油管不要隨便拆卸,以免空氣進入油路而造成凸模、墊模彈跳,從而影響試驗精度及夾緊力的穩定。如有空氣進入油路,可啟動
試驗機,進行手動操作。分別將凸模、墊模快速升降若乾次以後再將凸模、墊模以慢速在高壓下加壓,可將空氣排出。
(4)油路中的液壓傳感器油管不允許隨便拆卸,否則會進入空氣而影響試驗機正常工作。
註意:非制造廠不能排除此故障。
(5)試驗完畢後,應切斷試驗機的電源。
(6)試驗完畢後,應將試驗機模具塗油保護;模具不用時,也應擦凈塗油,以免生銹。
七,電氣使用說明
1、概述
本試驗機電氣系統可分為兩部分:
其一為控制機械運行的電氣驅動部分以及檢測系統(包括壓邊力、沖壓力及沖壓深度的檢測系統)。
參見附圖四。
其二為PLC操作系統(含PLC和軟件)
參見《SAS-120B杯突試驗機測控系統用戶手冊》
2、使用條件
(1)電源:3N-380V±10%, 50HZ±1HZ
(2)無電磁乾擾的環境下使用。
(3)接地可靠。
(4)功耗<2KVA.
3.杯突值、壓邊力、沖壓力等出廠前已經校準,需檢定時必須由專業人員使用專用檢具進行調校。
附1:板材厚度與靈敏度值的對照參考表
板材厚度 | 靈敏度值 | 門限值 | 延時 |
0.2mm | 0.02 | 3200 |
|
0.5mm | |||
1mm |
2-3.5 |
3200 |
自定 |
1.5mm | |||
2mm |
附2:板材厚度、材質與夾緊力裝的對照參考表
材料 | 狀態 | 夾緊力(KN) |
銅材、鋁材 | 薄,薄板 | ≥10 |
鋼板 | 軟 | ≥10∽20 |
中 | ≥20∽30 | |
硬 | ≤40 |


批發市場僅提供代購諮詢服務,商品內容為廠商自行維護,若有發現不實、不合適或不正確內容,再請告知我們,查實即會請廠商修改或立即下架,謝謝。