產品信息
1) 在該機床可完成內孔的鉆、鏜、擴、滾壓、套料加工。
2) 加工時,工件低速旋轉、刀具高速旋轉並進給,切削液冷通過授油器(鉆孔時)或鏜桿(鏜孔時)進入切削區,冷卻、潤滑切削區並帶走切屑。
3) 套料時采用外排屑的工藝形式。
4) 根據加工工藝的需要,安裝有鉆桿箱,刀具旋轉。降低工件轉速,提高加工效率,保證加工質量。
5) 機床的加工精度:
鉆孔時:孔徑精度IT10-11。表麵粗糙度:Ra12.5。
粗鏜時:孔徑精度IT9-10。表麵粗糙度:Ra6.3。
精鏜時:孔徑精度IT8-9。表麵粗糙度:Ra3.2。
滾壓時:孔徑精度IT8-9。表麵粗糙度:Ra0.2。
加工孔的直線度: 小於0.15/1000mm。
加工孔的出口偏斜: 小於0.5/1000mm。
6) 機床的加工效率:
切削速度:根據刀具結構、材料和工件材質確定,一般在50-100m/min。
進給速度:根據加工情況確定,一般在20-100mm/min。
鏜孔時最大加工餘量:根據刀具結構、材料和工件情況確定,一般不大於20mm
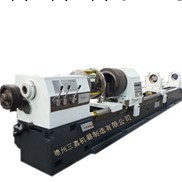
產品詳細信息:
TS2163型機床的基本技術參數:
鉆孔直徑范圍………………… Φ40-Φ120mm
鏜孔直徑范圍: ………………Φ40-Φ630mm
鏜孔最大深度 …………………1-16m(每1米一種規格)
中心高度(從平導軌至主軸中心)630mm
套料直徑范圍 …………………Φ140-450mm
主軸前端錐孔 …………………120mm,1:20
主軸轉速范圍、級數 ………… 20~390r/min 12級
主電機 …………………………45kW。
進給速度范圍 …………………5~500mm/min (交流伺服無級調速)
拖板快速移動速度 ……………3.m/min
工件夾持直徑范圍 ……………120~800mm。
鉆桿箱主軸孔徑 ………………Φ100mm
鉆桿箱主軸前端錐孔 …………φ120mm,1:20.
鉆桿箱電機 …………………… 30kW。
鉆桿箱主軸轉速范圍、級數 … 82~490r/min 6級
進給電機 ……………………… 7.5kW (交流伺服無級調速)
拖板快速電機 ………………… 5.5kW
冷卻泵電機 …………………… 5.5kWx5(5組)
液壓泵電機 …………………… 1.5kW,n=1440r/min
冷卻系統額定壓力 …………… 2.5MPa
冷卻系統流量 ……………………… 100、200、300、400、700 l/min
產品圖片




企業證書



批發市場僅提供代購諮詢服務,商品內容為廠商自行維護,若有發現不實、不合適或不正確內容,再請告知我們,查實即會請廠商修改或立即下架,謝謝。