




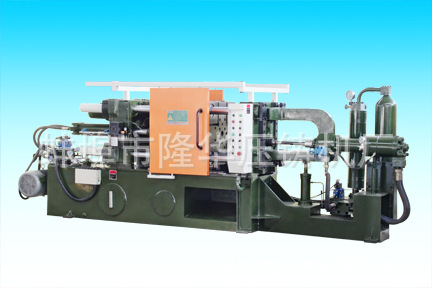
LH-180T壓鑄機主要技術規格及參數:
LH - 180 - t die-casting machine main technical specifications and parameters:
名 稱The name says | 單位 | 設計參數Design parameters |
工作壓力Pressure of work≤ | MPa | 13 |
合型力Rated-locking force≥ | KN | 1800 |
大杠之間內間距(水平×垂直) Thedistancebetweenpoles (horizontal (vertical) | mm | 480*450 |
大杠直徑Big rod diameter | mm | ¢85 |
動型座板行程Dynamic type plateL≈ | mm | 350 |
壓射力The force that press a shot | KN | 102-220 |
壓射位置(0為中心) Injection location (0) for the center | mm | 0 -- 140 |
壓射室直徑Injection chamber diameter | mm | ¢50¢60¢70 |
壓射行程Injection stroke | mm | 350 |
允許最大鑄件投影麵積(包括澆註系統)Allow the biggest casting projection area (including the gating system) | CM2 | 160~450 |
最大金屬澆註量(鋁) Largest amount of metal casting (aluminum) | Kg | 2.4 |
壓型厚度Molding thickness | mm | 200~550 |
液壓頂出器頂出力≥ Hydraulic ejection device output | KN | 110 |
液壓頂出器頂出行程S Hydraulic ejector ejection stroke
| mm | 80 |
一次循環時間A cycle time | S | 7 |
油泵電機功率The oil pump motor power | Kw | 11 |
機器外型尺寸(長*寬*高) Machine exterior size (length * width * height) | m | 5.22*1.2*2.35 |
機器重量Machine weight≈ | T | 6.7 |
郵箱容積Mail volume | L | 600 |
因科技不斷進步圖片,參數等如有變動,恕不另行通知(實物為準):
Because of science and technology progress pictures, parameters, etc. If there are any changes, without prior notice (reference) :
隆華壓鑄機廣泛用於汽車,航空,電子,電信,摩托車,供電設施,傢用電器,電動工具,助力車,起重
機,通訊設施,農用車,電機,水泵,輪船,lT,衛浴,工藝禮品等有色金屬深加工領域。
32年來隆華產品遠銷巴西,荷蘭,埃及,南非,越南,巴基斯坦,孟加拉國,烏拉圭,印度,俄羅斯,
伊朗,伊拉克,哥倫比亞,朝鮮,日本,厄瓜多爾等國傢。
國內合作品牌企業:德力西集團,大富集團,東明照明集團,大全集團,一汽集團,上汽集團,長城
集團,大洋集團,洪都集團,金威集團,柳工集團,比亞迪集團,江淮集團,奇瑞集團,時風集團,
二汽集團等知名上市企業。
隆華企業宗旨:“今天的質量,明天的市場”
隆華戰略目標:“走自己的路,創百年品牌”
中國夢!科技夢!隆華夢!創業夢!壓鑄夢!我的夢!
官方可信網址:www.lhyzj.com www.bblonghua.cn
官方可信郵箱:[email protected]





隆華真空有氧壓鑄,它是將活性氣體預先充滿壓鑄模的型腔,壓鑄時熔融狀態的金屬便與活性氣體化合成固體狀態化合物,從而獲得不含氣孔的壓鑄件的一種特殊壓鑄法。在鋁合金壓鑄模的型腔充滿瞭氧氣之後,當壓射 時進入型腔的鋁合金立即與氧氣化合反應生成合成金屬氧化物氧化鋁(AL2O3),並作為雜質留於鑄件中, 由於僅含0.1%~0.2%,因而並不影響鑄件的性能。另外充氧壓鑄的鑄件,可進行熱處理和焊接。熱處理後,抗拉強度、屈服強度、沖擊韌性都有顯著提高。 隆華充氧壓鑄技術壓鑄件氣孔中的氣體絕大部分為N2和H2,幾乎沒有O2,主要原因是O2與活性金屬發生反應生 成瞭固體氧化物,這為充氧壓鑄技術提供瞭理論基礎。隆華充氧壓鑄是在壓鑄前將氧氣充入型腔,取代其中的空氣。當金屬液進入型腔時,一部分氧氣從排氣槽排出,殘留的氧與金屬液發生反應,生成彌散狀的氧化物微粒,在鑄型內形成瞬間真空,從而獲得無氣孔的壓鑄件。隆華充氧壓鑄過程中,型腔內的真空是由化學反應產生的。生產中為保證安全性,應嚴格控制充氧量,降低型腔壓力,使其與充氧壓力相匹配。將真空壓鑄與充氧過程結合起來,使型腔處於負壓狀態,可獲得更好的效果。 在金屬液充型過程中,應使金屬液以彌散噴射狀態充型。澆道尺寸的大小也對充氧壓鑄的效果有較大影響, 適當的澆道尺寸既可以滿足金屬液以紊流形式充滿鑄型,又可以避免金屬液溫度下降得過快。氧化物的高 度彌散分佈不會對鑄件產生不利影響,反而可提高鑄件的硬度,並使熱處理後的組織細化。充氧壓鑄可用於 與氧反應的Al、Mg及Zn合金。目前,采用隆華充氧壓鑄可生產各種鋁合金鑄件,如:液壓變速器殼體、加熱器用 ,散熱器,熱交換器、液壓傳動閥體、計算機用托架等對於需熱處理或組焊、要求氣密性高和在較高溫度下使用的壓鑄件,隆華充氧壓鑄具有技術和經濟上的優勢。 隆華有充氧壓鑄實驗經驗,由於充氧壓鑄對模具、設施等具有相當高的要求,故MMP目前還沒有廣泛推行並 實施充氧壓鑄。隆華在不斷發展和完善新型壓鑄技術,為客戶提供高新技術有氧真空純鋁壓鑄機。













































批發市場僅提供代購諮詢服務,商品內容為廠商自行維護,若有發現不實、不合適或不正確內容,再請告知我們,查實即會請廠商修改或立即下架,謝謝。




