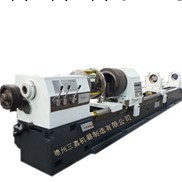




深孔鉆鏜床用於加工孔徑比(D/L)為1:6以上的深孔,如槍管、炮筒和機床主軸等部件中的深孔。工件旋轉(或工件、刀具同時旋轉)的深孔鉆床類似於臥式車床。深孔鉆床有通用的,專用的和由普通車床改裝的,為瞭便於冷卻和排屑,深孔鉆床的佈局都是臥式的,深孔鉆床的主參數是最大鉆孔深度。
一) 機床的基本工藝性能:
1) 在該機床可完成內孔的鉆、鏜、擴、滾壓、套料加工。
2) 加工時,工件低速旋轉、刀具高速旋轉並進給,切削液冷通過授油器(鉆孔時)或鏜桿(鏜孔時)進入切削區,冷卻、潤滑切削區並帶走切屑。
3) 鉆孔時采用BTA內排屑的工藝方式。鏜孔時采用鏜桿內供切削液向前(床頭端)排切削液、排切屑的工藝方式。
4) 套料時采用外排屑的工藝形式。
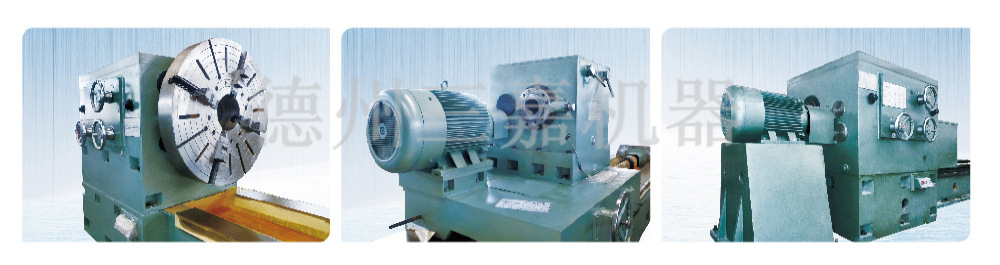
5) 根據加工工藝的需要,安裝有鉆桿箱,刀具旋轉。降低工件轉速,提高加工效率,保證加工質量。
二)該機床的基本技術參數:
鉆孔直徑范圍:…………………………… Φ40-Φ120mm
鏜孔直徑范圍:…………………………… Φ60-Φ500mm
鏜孔最大深度……………………………… 2-16m(每1米一種規格)
中心高度(從平導軌至主軸中心)……… 630mm
套料直徑范圍…………………………………Φ120-380mm
主軸前端錐孔…………………………………140mm,1:20
主軸轉速范圍、級數…………………………16-270r/min 12級
主電機…………………………………………45kW。
進給速度范圍……………………………… 5~1000mm/min(交流伺服無級調速)
為瞭滿足深孔加工的工藝要求,深孔鉆鏜床應具備下列條件:
1)保證鉆桿支架(其上有鉆桿支承套)、刀具導向套與床頭箱主軸和鉆桿箱主軸的同軸度。
2)無級調節進給運動速度。
3)足夠壓力、流量和潔凈的切削液系統。
4)具有安全控制指示裝置,如主軸載荷(轉矩)表、進給速度表、切削液壓力表、切削液流量控制表、過濾控制器及切削液溫度監測等。
5)刀具導向系統。深孔鉆頭在鉆入工件前靠刀具導向保證刀頭準確位置,導向套緊靠在工件端麵。
有別於傳統的孔加工方式,依靠特定的鉆削技術(如槍鉆、BTA鉆、噴吸鉆等),對長徑比大於10的深孔孔系和精密淺孔進行鉆削加工的的專用機床統稱為深孔鉆床。其代表著先進、高效的孔加工技術,加工具有高精度、高效率和高一致性。
它們代表著先進、高效的孔加工技術,通過一次走刀就可以獲得精密的加工效果,加工出來的孔位置準確,尺寸精度好;直線度、同軸度高,並且有很高的表麵光潔度和重復性。能夠方便的加工各種形式的深孔,對於各種特殊形式的深孔,比如交叉孔、斜孔、盲孔及平底盲孔等也能很好的解決。其不但可用來加工大長徑比的深孔(最大可達300倍),也可用來加工精密淺孔,其最小的鉆削孔徑可達0.7mm。
深孔鉆床是一種高精度、高效率、高自動化的深孔加工專用機床,依靠先進的孔加工技術(槍鉆、BTA鉆、噴吸鉆等),通過一次連續的鉆削即可達到一般需鉆、擴、鉸工序才能達到的加工精度和表麵粗糙度。加工孔孔徑尺寸精度:IT7~IT11;加工孔偏斜度:≤0.5~1/1000(加工孔深);加工孔表麵光潔度:Ra0.2~6.3um
深孔鉆床多為水平臥式和三坐標式結構。機床有獨立完善的切削油高壓、冷卻及過濾系統,以保證充足、潔凈、溫度適中的切削油供應。





我們將會為您提供最優質的產品及最完善的售後服務!期待與各界朋友合作發展!



批發市場僅提供代購諮詢服務,商品內容為廠商自行維護,若有發現不實、不合適或不正確內容,再請告知我們,查實即會請廠商修改或立即下架,謝謝。