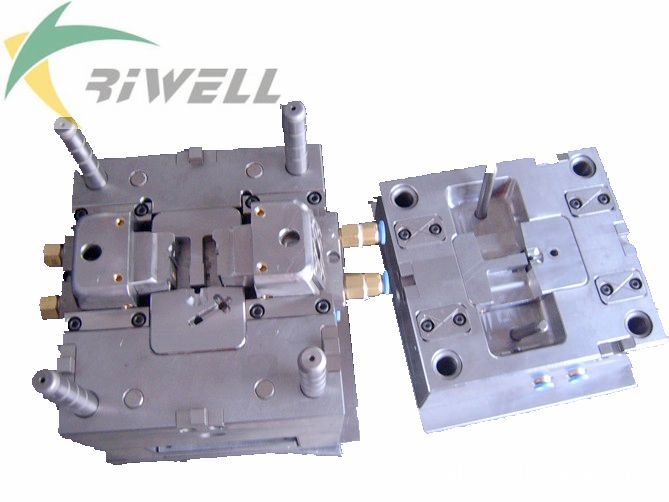




【自產自銷】優價供應多功能解毒機模具,多功能解毒機 模具加工
我公司設計人員具多年工業設計經驗,可很好兼顧產品結構合理與外形美觀協調性,深受老客戶好評.為客戶從設計新產品,模具開發制造,產品生產組裝,最終推向市場搶得先機!
我公司擁有二十餘年的開模經驗,根據產品性能,客戶的要求合理按排模具材質,加工工藝,盡可能的為客戶新產品上市贏得時間及空間,使客戶利益最大化。
影響影響塑料模具結構及塑料模具個別系統的因素很多,很復雜:
1. 型腔佈置。根據塑件的幾何結構特點、尺寸精度要求、批量大小、塑料模具制造難易、塑料模具成本等確定型腔數量及其排列方式。
對於註射模來說,塑料制件精度為3級和3a級,重量為5克,采用硬化澆註系統,型腔數取4-6個;塑料制件為一般精度(4-5級),成型材料為局部結晶材料,型腔數可取16-20個;塑料制件重量為12-16克,型腔數取8-12個;而重量為50-100克的塑料制件,型腔數取4-8個。對於無定型的塑料制件建議型腔數為24-48個,16-32個和6-10個。當再繼續增加塑料制件重量時,就很少采用多腔塑料模具。7-9級精度的塑料制件,最多型腔數較之指出的4-5級精度的塑料增多至50%。
2. 確定分型面。分型面的位置要有利於塑料模具加工,排氣、脫模及成型操作,塑料制件的表面質量等。
3. 確定澆註系統(主澆道、分澆道及澆口的形狀、位置、大小)和排氣系統(排氣的方法、排氣槽位置、大小)。
4. 選擇頂出方式(頂桿、頂管、推板、組合式頂出),決定側凹處理方法、抽芯方式。
5. 決定冷卻、加熱方式及加熱冷卻溝槽的形狀、位置、加熱元件的安裝部位。
6. 根據塑料模具材料、強度計算或者經驗數據,確定塑料模具零件厚度及外形尺寸,外形結構及所有連接、定位、導向件位置。影響塑料模具結構及塑料模具個別系統的因素很多,很復雜:
1. 型腔佈置。根據塑件的幾何結構特點、尺寸精度要求、批量大小、塑料模具制造難易、塑料模具成本等確定型腔數量及其排列方式。
對於註射模來說,塑料制件精度為3級和3a級,重量為5克,采用硬化澆註系統,型腔數取4-6個;塑料制件為一般精度(4-5級),成型材料為局部結晶材料,型腔數可取16-20個;塑料制件重量為12-16克,型腔數取8-12個;而重量為50-100克的塑料制件,型腔數取4-8個。對於無定型的塑料制件建議型腔數為24-48個,16-32個和6-10個。當再繼續增加塑料制件重量時,就很少采用多腔塑料模具。7-9級精度的塑料制件,最多型腔數較之指出的4-5級精度的塑料增多至50%。
2. 確定分型面。分型面的位置要有利於塑料模具加工,排氣、脫模及成型操作,塑料制件的表面質量等。
3. 確定澆註系統(主澆道、分澆道及澆口的形狀、位置、大小)和排氣系統(排氣的方法、排氣槽位置、大小)。
4. 選擇頂出方式(頂桿、頂管、推板、組合式頂出),決定側凹處理方法、抽芯方式。
5. 決定冷卻、加熱方式及加熱冷卻溝槽的形狀、位置、加熱元件的安裝部位。
6. 根據塑料模具材料、強度計算或者經驗數據,確定塑料模具零件厚度及外形尺寸,外形結構及所有連接、定位、導向件位置。結構及塑料模具個別系統的因素很多,很復雜:
1. 型腔佈置。根據塑件的幾何結構特點、尺寸精度要求、批量大小、塑料模具制造難易、塑料模具成本等確定型腔數量及其排列方式。
對於註射模來說,塑料制件精度為3級和3a級,重量為5克,采用硬化澆註系統,型腔數取4-6個;塑料制件為一般精度(4-5級),成型材料為局部結晶材料,型腔數可取16-20個;塑料制件重量為12-16克,型腔數取8-12個;而重量為50-100克的塑料制件,型腔數取4-8個。對於無定型的塑料制件建議型腔數為24-48個,16-32個和6-10個。當再繼續增加塑料制件重量時,就很少采用多腔塑料模具。7-9級精度的塑料制件,最多型腔數較之指出的4-5級精度的塑料增多至50%。
2. 確定分型面。分型面的位置要有利於塑料模具加工,排氣、脫模及成型操作,塑料制件的表面質量等。
3. 確定澆註系統(主澆道、分澆道及澆口的形狀、位置、大小)和排氣系統(排氣的方法、排氣槽位置、大小)。
4. 選擇頂出方式(頂桿、頂管、推板、組合式頂出),決定側凹處理方法、抽芯方式。
5. 決定冷卻、加熱方式及加熱冷卻溝槽的形狀、位置、加熱元件的安裝部位。
6. 根據塑料模具材料、強度計算或者經驗數據,確定塑料模具零件厚度及外形尺寸,外形結構及所有連接、定位、導向件位置。


批發市場僅提供代購諮詢服務,商品內容為廠商自行維護,若有發現不實、不合適或不正確內容,再請告知我們,查實即會請廠商修改或立即下架,謝謝。