




公司現擁有先進的機械加工設備,加工范圍大、精度高。有加工中心、數控車床、普通車床、銑床、磨床、線切割、鉆床,鏜床,帶鋸床,電焊機、氬弧焊機等設備。豐富的加工經驗,可提供多種材質的機械加工,鈑金加工,沖壓模具加工等,並且擁有專業技術工程師團隊,具有強大的產品研發和設計能力,具備承攬加工大型機械零部件和復雜零部件及模具的能力。
精密蝸輪蝸桿副 模數: 0.4 到 8
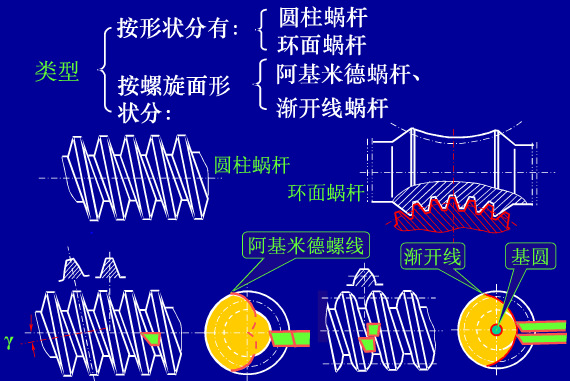
蝸輪及蝸桿機構常被用於兩軸交錯、傳動比大、傳動功率不大或間歇工作的場合
環麵包絡蝸桿減速機內部蝸輪與蝸桿的生產加工技術:
環麵包絡的生產加工:主要講的是包絡蝸輪的制齒工藝。現在比較流行的工藝有兩種。A。使用二次包絡蝸輪滾刀滾齒。B。使用相應的飛刀加工蝸輪輪齒
眾所周知,蝸輪副的壽命,承載能力,噪音,發熱等等問題,均來自蝸輪副的運行情況。而蝸輪副的運行的好壞,由主要的取決於蝸輪蝸桿的各自的自身精度。除瞭上麵列舉的蝸桿的精度外,就是蝸輪自身的精度-----蝸輪的輪齒精度,恒等於刀具的精度。
一、刀具,從蝸輪的飛刀講起。飛刀,單刀也。有兩種使用方式:
1、在滾齒機上,像滾蝸輪一樣滾齒,但是需要帶有軸向走刀的刀架才行。
2、在銑床上,使用分度頭分度分度加工。
a、由於二次平麵包絡蝸桿的特殊嚙合性,第一種的飛刀加工出的蝸輪的精度比較好,這是從車削原理上來說的,但是有下麵的幾種缺憾。
(一),滾齒的效率極低,每個刀齒需要軸向運行的飛刀重回到第一個刀齒的開始的位置,然後在切下一個輪齒。
(二)正是由於這種蝸輪副的特殊性。不容易保證蝸輪輪齒的齒形角的誤差和位置。換一句話說,這種刀具加工的齒輪的分度精度有保
證,但是其齒形的壓力角不容易保證誤差,也不好進行測量齒輪輪齒的齒形角誤差。
(三)需要帶有軸向走刀的滾齒機,現在的這種滾齒機尚未普及,給使用帶來瞭一定的困難。
(四)正是由於的二項的誤差所致,蝸輪副可能導致對角嚙合,因此,蝸輪副的承載能力有所下降,隻能達到設計精度的百分之七十左右。並且,蝸輪副的組裝精度差,位置不好,嚙合的間隙大等等因素的出現,相應的渦輪副的壽命隻能達到設計壽命的百分之七十左右。需要與配套的蝸桿跑合後才能使用。蝸輪蝸桿不能互換使用。
b、使用銑床加工出的蝸輪,有如下優點:
(一),節約刀具的費用。
(二)不用專用的設備。
其缺點是不言而喻的:
(一)蝸輪輪齒的分度誤差很大。
(二)蝸輪齒形角的精度無法保證。
(三)蝸輪輪齒的螺旋角誤差太大。
環麵包絡蝸桿的加工
環麵包絡蝸桿,又稱二次平麵包絡蝸桿,弧麵包絡蝸桿,直廓環麵蝸桿等等。
對於這種蝸桿的加工,主要的采用的原理是:刀具在一定的圓上按照一定的軌跡運行,蝸桿在繞自心的軸線旋轉,最後就加工成瞭一個成品的蝸桿。
講來十分的簡單,但是,在實際的加工的工作中,由於由於其加工的特殊性,就十分容易的出現兩大類問題:
1.檢測的問題
2.加工的問題
環麵蝸桿的檢驗
環麵蝸桿的檢驗,可以用專用的環麵蝸桿檢查機。或者專用是工裝檢具。能方便的檢出齒形誤差,周節誤差等等數據。
也可以使用樣板來進行檢驗。但是,要求樣板的精度形狀等等一系列的數據來支持。
環麵蝸桿的加工問題
環麵蝸桿在加工的工作中,十分容易的出現如下問題:
1蝸桿的齒形的一邊厚,一邊薄
2蝸桿的齒形兩邊厚,中間薄
3蝸桿的齒形的兩邊薄,中間厚
其實,以上的三種情況的出現,都是不正確的,這三種情況的蝸桿與蝸輪都不能正確的嚙合,有時為瞭蝸輪蝸桿能進行基本“咬合”。不得不研合,跑和,少者幾個小時,多著幾天,等將蝸輪蝸桿跑合好後,蝸輪的相應的齒厚已經很薄瞭,並且,蝸桿的齒形與蝸輪的齒形已經不是原來設計的齒形瞭。
其實,這種跑合的代價是:1損傷瞭蝸輪的應有齒厚。2蝸輪與蝸桿的齒形的失真。3齒形的單邊嚙合,減少瞭蝸桿的承載能力近百分之五十。4蝸輪的齒形根部分出現瞭臺階,在安裝的時候的中心難對正確。
他們的具體的嚙合缺陷分析如下:
a,第一種情況的出現,必然導致蝸桿的實際形成中心的不重合,在正常的嚙合中,隻有靠近理論齒厚的部分齒形進行嚙合。蝸桿的嚙合位置偏向齒厚薄的一端,而齒厚後的一端就必然在嚙合的齒形之外,至於能進行嚙合的一端,也隻限於齒厚合適的部分,齒厚薄的部分,齒形的兩邊都不接觸,這時的蝸輪副的承載能力下降到n。n=總承載能力/參加嚙合齒數,並且,參加嚙合的齒形角有誤差。即一側有壓力角的接觸誤差,並且,蝸輪副的間隙很快的就變大瞭。
b,第二種情況的出現,蝸桿的兩邊的齒形在經過長期的跑和後,蝸桿的兩端的外側齒形接觸,兩端的內測齒形不接觸,中間的齒形也不接觸。並且,中間的齒形永遠的不能接觸嚙合!在工作中,蝸輪副的接觸齒厚很快下降,承載能力隻能達到設計能力的百分之五十左右。使用壽命也隻能達到設計壽命的百分之三十到百分之五十。
c,第三種情況的出現,實際上也是蝸桿的左右齒形的形成圓心不一所致。這種情況的出現,對於蝸桿的使用壽命和承載能力的影響,與前麵的基本一致。
環麵蝸桿的加工方法論
總的加工方法中,如果蝸桿的要求精度不太高,齒形的精度誤差在0.02mm,蝸桿齒麵的粗糙度Ra0.4的時候,可以直接用刀車制成品。如果齒麵的粗糙度高於Ra0.
4,則需要磨齒。
其實,不論是否需要進行磨齒,其實際都是一樣的,隻要能將蝸桿車削的部分高好瞭,其他的都出於同一個原理的,車削齒形部分是關鍵。
這就是說,能車好環麵蝸桿的螺紋部分,就能磨好環麵蝸桿的螺紋部分。
不過,一定要主意,在車削螺紋的過程中,一定要掌握好質量和精度,千萬不要出現上麵的三種狀況。過去,有很多的操作者,或者技術人員都認為,環麵包絡蝸桿加工的成品,就應該是中間的齒厚是標準的齒厚,兩端的齒厚應該是薄的,如上麵的的三種情況。事實上這是不對的,正常的環麵蝸桿,所有的齒厚都是統一的,不會出現不一致的情況。否則,這個蝸桿就不是合格的蝸桿。
因此,好多的減速機技術人員都講,環麵蝸輪副不好配合,需要同一傢工廠統一加工才行。在實際的生產實踐中,我們得到的結論,與此相反,隻要將包絡蝸桿按照我公司提供的方法加工和檢測,就一定能夠與我公司提供的蝸輪滾刀所加工的蝸輪配合,不用互相對研跑合,並且,蝸輪蝸桿可以隨便互換,配合間隙小,接觸麵積大,可以通過塗色檢測發覺,在不研合直接裝配的情況下,整個渦輪蝸桿的接觸麵積達到百分之八十五以上,甚至可以達到百分之九十。
在包絡蝸桿的加工過程中,質量的控制是十分重要的。這個過程主要是通過相應的樣板來測量其工序誤差的,這樣,工人能及時的發現問題,及時作出調整及時的糾正。(車削過程中的調整方法,檢測方法,檢測樣板,調整方法,檢測機器都可由本公司提供)。
綜上所述,這種包絡蝸輪副的承載能力一般的是設計能力的百分之四十到百分之五十。由於等分的精度太差,蝸輪副的使用壽命為設計能力的百分之五十五,噪音曾大,安裝的位置度不能保證,嚙合間隙無法保證,需要與蝸桿跑和才能使用。渦輪蝸桿不能互換等等。
[B].使用平麵二次包絡蝸輪滾刀加工蝸輪。使用的方法與加工普通蝸輪的調整機床一樣,可以按照刀具的使用說明書的指導,十分方便的加工出標準包絡蝸輪來,蝸輪容易測定(刀具生產廠提供在線的檢測樣板和測試方法),蝸輪的分度精度好精度,齒形角的精度有保證,加工效率與一般的蝸輪加工基本一致。與蝸桿的配合精度高,互換性好,可以分別加工,各自控制精度,不用跑和,直接裝配。
裝配的間隙小,包絡蝸輪副的承載能力在未磨合前就可以達到設計能力的百分之八十五以上。
使用壽命可以達到設計能力的百分之九十五。使用的工作熱小,噪音少等等。


批發市場僅提供代購諮詢服務,商品內容為廠商自行維護,若有發現不實、不合適或不正確內容,再請告知我們,查實即會請廠商修改或立即下架,謝謝。




