| 規格 | CX-1500L CX-1800L CX-3000L |
| 輸出功率 | 1500W 1800W 3000W |
| 頻率 | 20KHZ |
| 輸入電壓 | (單相)220V |
| 族的輸入功率 | 1.5KW 1.8KW 3KW |
| 焊頭行程 | 30MM |
| 振蕩系統 | ROUTE線路 |
| 輸出時間 | “富士” 時間控制0.01-9.99S |
| 電流指示 | 輸出震幅指示 |
| 氣壓 | 氣壓范圍1-8bar |
| 振頭冷卻系統 | 風冷 |
| 使用壓縮 | 1HP |
| 外形尺寸 | 1200*550*1050 |
| 凈重 | 105Kg |
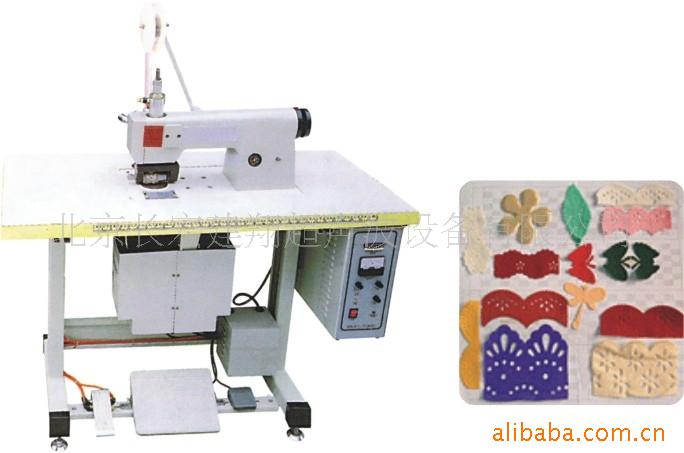
超音波花邊機特點:(www.bjchjx.com www.bjcsb.com 李近 13522089653 010-58472961 )一次性熔斷成型、無毛邊、花輪更換方便、樣式千姿百態、速度快、免預熱、不必溫度調試。功能:熔斷、縫合、切邊、成型、壓紋、燙金、打孔、分條等。主要用途:用於化學纖維佈料、尼龍佈、針織佈、無紡佈、噴膠綿、PE紙、PE+鋁、PE+佈復合材料。應用實例:花邊西服、花邊內衣、花包裝彩帶、帳逢、雨衣、雨傘、臺佈、手帕、無紡佈口罩、摩托車帽、工藝品等。超音波花邊縫合機型號規格輸出功率:1500W 熔斷速度:5-20M/MIN 頻率20KHZ 熔斷寬度:75MM 電源:220V/6A 機器尺寸:1200*600*1100 重量:115KG 操作時註意事項: 1、模頭的定期檢查:(1)模頭的平麵與花輪的平行度要定期檢查,一般要求它們的平行度小於0.02mm,若超出此標準須調整後再工作. (2)模頭的工作麵若出現磨損產生凹痕,導致工作出現織品熔斷不暢現象,就須將模頭卸下將工作麵研磨
平後再裝上工作. 註意:模頭出現不平可經幾次研磨,但研磨量幾次累積不得大於2mm,否則模頭會因工作頻率產生變化且表麵硬化層消失而報廢. (3)模頭與超聲發生器總成工作頻率匹配的檢查: 註意:每天上班前,應先檢查此項。方法是:開啟電源開關,然後反動試驗開關板向“超音波試驗”方向,觀察如有一列現象之一者應校正頻率: A、用手輕摸模頭工作麵感到超音波振幅微弱 B、有產生異常響聲 C、模頭異常發燙 D、發生器總成麵板上電流表擺動幅度過大調整方法時用“一”字頭螺絲批在麵板上的調諧
器,逐格微調校正頻率(一般順時針逆時針調校不超過45o),調整到電流表指針擺動最小及上述現象消失為止。若經校正仍無法工作,切勿踏腳踏開關,並切斷電源停止工作,否則將損壞設備。 2、花輪檢查:花輪的花紋必須保持銳利狀態,其硬度保持在洛氏50-55度之間。劣質已磨損、銹觸的花輪不得使用,以免影響產品質量或誤加花輪壓力導致模頭加速磨損。 3、壓力的控制:機臺在工作時所需的壓力一般依下列因素決定:(1)花輪的花紋較為復雜,須稍加大壓力。(2)花輪的花紋欠銳利,須稍加大
壓力。(3)模頭的聲波振幅較小時,須稍加大壓力。(4)被加工的織品材質,含化纖量較高的(如NYLON)壓力可小些,反之(如IC佈)壓力須稍加大些。(5)被加工的織品厚薄,較厚的織品須稍加大壓力。(6)加工速度不同,高速時須稍加大壓力。註意:如果國工產品出現質量問題,請查明影響質量的原因,切勿采用加大花輪壓力來解決。因為單純追求壓力解決問題,極易造成模頭表麵或花輪花紋中速磨損以及造成其他故障,因此,隻要被加工產品質量好,壓力調得越小越好。 4、超音波發生器總成麵板上電流表在設備空載時的電流指示指針大於1.2A時,表示發生器的頻率偏移或異常,需停機校正頻率或檢查後再使用. 5、超音波發生器總成對額定輸入電壓的穩定較為敏感建議加裝電子自動穩壓裝置。
聯系人: (李近 13522089653 010-58472961 www.csb58.com www.bjchjx.com )


批發市場僅提供代購諮詢服務,商品內容為廠商自行維護,若有發現不實、不合適或不正確內容,再請告知我們,查實即會請廠商修改或立即下架,謝謝。