日本進口阿瑪達AMADA雙金屬帶鋸條
產品:AMADA帶鋸條采用原裝日本雙金屬材質,運用日本先進的電子束焊接技術制造,最大限度的發揮瞭原材料的性能,鋸帶適用於鋸削各類鋼材及合金鋼,有色金屬,稀有金屬等,並可與任何類型的帶鋸床配套使用。
專門切削堅硬、難切削材料鋸條
適用於切割中等及大尺寸難切割之耐磨材料,如不銹鋼,鈦合金,工具鋼等的高性能硬質合金帶鋸條。專利的齒形設計,更易切入難加工材料。
·精選的硬質合金齒端,更硬、更
·分齒方式具有良好的排屑功能和高使用壽命
·標準寬度厚度適用於所有型號鋸床,無需更改





日本AMADA阿馬達帶鋸條
德國埃貝爾帶鋸條![]()

美國斯爾SHARE帶鋸條

日本耐鋸NACHI帶鋸條

采用德國IDEAL帶鋸條焊接中心焊接

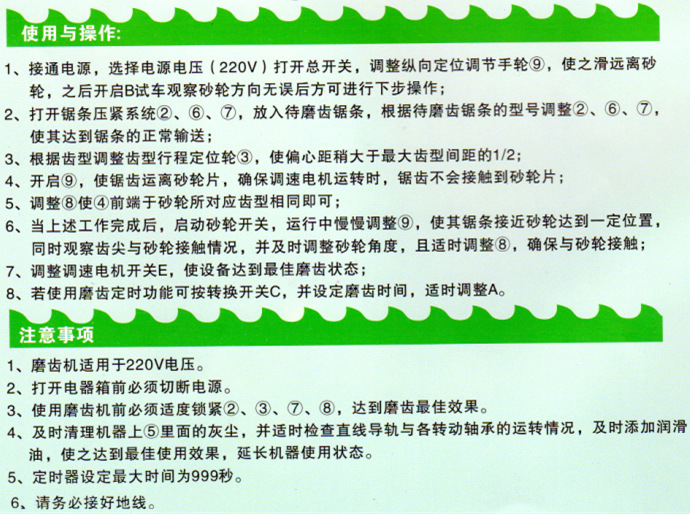
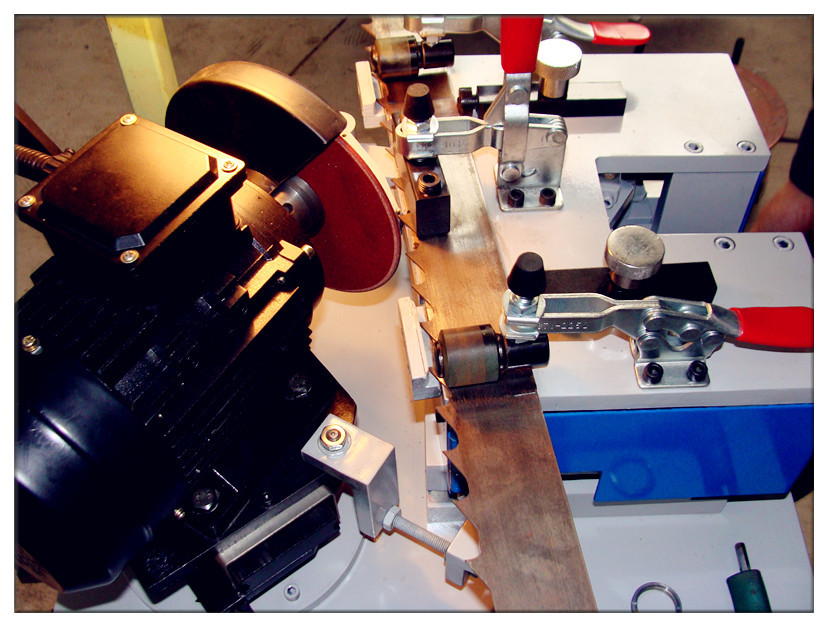
重點推薦全自動帶鋸條修磨機

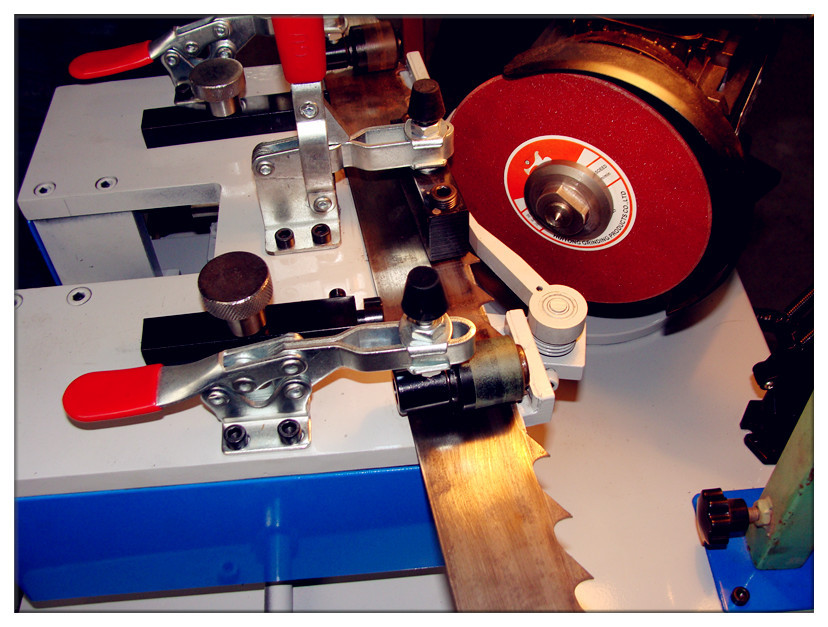

雙金屬帶鋸條”在使用一段時間後,鋸齒就會變鈍,如果繼續使用,一則切割效率變低,產品質量變差;二則容易損壞鋸齒,嚴重的還會拉裂帶鋸條。所以要及時修磨鋸齒,以保證切割效率及產品的質量。
在此之前都是傳統的人工手磨鋸條費神費力勞命傷財造成產品的很高成本,人工修磨大多數不合格,還會破壞帶鋸條的動平衡,那麼鋸條在使用時容易晃動鋸切跑偏,結果是使得鋸縫加寬,損耗材料;切割後平麵凹凸量大,產品質量變差。
現如今我公司經多年以來不斷研究改進制造出全自動帶鋸條磨齒機,是專門修磨帶鋸條上鋸齒形狀的專用設備,速度快、質量好。使大大降低瞭成本,現如今的鋸條磨齒機使用范圍較廣,是機械加工、鋼材鋸切、鋸條修磨、等行業中不可缺少的設備。
機床結構緊湊,體積小、重量輕、可磨各種齒形,如3/4齒、4/6齒、變齒和等齒等等、本機操作簡單方便,適用於大、中、小型機械廠、鋼材鋸切加工、帶鋸條齒形的修磨不可缺的設備。
帶鋸條常用規格
27mm寬:2370mm2650mm2035mm3150mm 3250mm 3350mm 3505mm,3620mm,3820mm3900mm
34mm寬:3620mm,3820mm,3850mm 3900mm,4000mm,4115mm 4320mm,4570mm,4680mm,
41mm寬:4570mm,5040mm,5300mm,5450mm,5470mm,6460mm,
54mm寬:7400mm,7140mm,6620mm,9900mm,7320mm,7850mm
67mm寬:8540mm,11820mm
80mm寬:14620mm,15000mm
一、帶鋸條正確使用方法:
鋸齒齒鋸:鋸齒齒距的正確選擇與進給率及鋸切速度的選擇一樣重要。鋸齒過密容易造成帶鋸條斷裂、鋸痕彎曲和鋸齒磨損過快。鋸齒過密齒間空隙被添滿,鋸齒易斷裂。 2、鋸齒齒形:每一種齒形設計都具有理想的應用,齒形過弱造成鋸齒斷裂,齒形選擇錯誤鋸齒磨損過快。 3、磨合:每一條帶鋸條都應磨合,以獲得最大限度的使用壽命。帶鋸磨合不當,就會造成鋸齒磨損過快,振動力大,易造成產品表麵粗糙。 4、帶鋸壽命:所有的帶鋸條都會因磨損而報廢,註意磨損跡象。鋸齒已磨損易造成鋸痕彎曲和帶鋸條打滑,同時產品表麵粗糙。鋸條的磨合:新鋸條在正式使用前一定要進行磨合。一條沒有磨合或沒有磨合好的鋸條的使用壽命是一條磨合好的鋸條的1/3或更少。鋸條磨合時隻能使用一半的正常進給壓力/速率和鋸切速度,直到鋸出300—1000cm2的表麵區域。然後逐漸將進給速率和鋸切速度增加到正常值。鋸下的鋸屑可以看出鋸切壓力和條件是否正確。 很細或粉未狀的鋸屑表示應增加進給速率或降低鋸帶速度 厚、重或藍色的鋸屑表示鋸條過載應減少進給速率或提高鋸帶速度 松散盤卷的鋸屑表示理想的鋸切狀態 鋸帶速度:鋸帶速度由材料的種類、材料的寬度及鋸帶的拉力所決定。較硬的材料必須用較低的鋸帶速度;較小的寬度必須用較快的鋸帶速度。 鋸帶壓力及進給速率:鋸帶的壓力及進給速率由材料的種類、材料的寬度所決定。較硬的材料和較大寬度的材料要用較大的壓力和進給速率;較軟的材料和較小的寬度要用較小的壓力和進給速率。 輪廓鋸切:請根據您所需要鋸切材料,選擇最適合的鋸條種類;再根據您所需要鋸切材料的最小弧度(半徑),選擇鋸條的寬度。弧度(半徑)越小,鋸條的寬度越窄。 鋸條張力:在用一根新的鋸條鋸切之前,應首先檢查其張力。如有必要,在少量鋸切後進行拉緊。Cybote雙金屬帶鋸條的預拉緊應力為250—300N/mm2。 帶鋸導向:鋸切精度取決於帶鋸條導向裝置的設置:裝置越靠近材料,鋸切精度越高。 冷卻與潤滑:大多數的金屬鋸切過程中,冷卻與潤滑是不可缺少的。對於鑄鐵、黃銅、以及一些非金屬材料,如塑料和石墨等,在加工時可以或不必進行潤滑。
二、影響帶鋸條使用壽命的主要因素: 1、選用高品質的帶鋸床,正確地操作和調整機床是保證帶鋸條使用壽命最重要的因素。良好的機床剛性和工作性能,可以防止振動和各種應力給帶鋸條產生的巨大影響。 2、正確地選擇您將使用的帶鋸條。沒有哪一種帶鋸條可以適合所有的鋸削要求,而各種不同形式和特征的鋸條都有其不同的效用,這種選擇包括合適的鋸條寬度、齒形和齒距。 3、正確地使用鋸削參數,其中主要包括鋸帶線速度、進給量、鋸帶張力等。材料鋸削時理想的切屑應該呈緊卷、銀色和具有溫熱的手感。如出現燒結、棕藍色、肥厚或粉狀等切屑,則需對有關參數進行調整。 4、正確地使用切削液及其混合物,可以潤滑和冷卻帶鋸條,並及時清洗掉鋸齒上的附加物。 5、正確地“磨合”新帶鋸條,“磨合”是通過鋸齒的自然磨損,除去齒刃毛刺,使帶鋸條漸入正常鋸削狀態,避免過早地引起鋸齒的崩刃和卷刃,特別是截麵變化急劇的型材、管材及異型材料時尤為重要。進行“磨合”時,應將機床參數調整至正常鋸削效率的50%左右, 鋸削麵積一般為200-600cm2,無異常狀況後逐漸調整機床有關參數,進入正常的鋸削狀態。

歡迎登陸本公司網址http://jlhjxgj.cn.alibaba.com業務電話:0578-3553637 /15005786156傳真:0578-3286123
本公司將不斷加強管理,完善服務,以最優的價格,及時將產品送達給您!


批發市場僅提供代購諮詢服務,商品內容為廠商自行維護,若有發現不實、不合適或不正確內容,再請告知我們,查實即會請廠商修改或立即下架,謝謝。