
電火花加工是模具制造的一種重要工藝方法,尤其在註塑模制造中更是發揮著舉足輕重的作用。目前仍有不少模具企業的工藝水平不夠完善,工藝中存在的一些誤區往往導致模具零件的電火花加工達不到預定的精度、效率要求。
2電火花加工的常見誤區
2.1定位方法的誤區
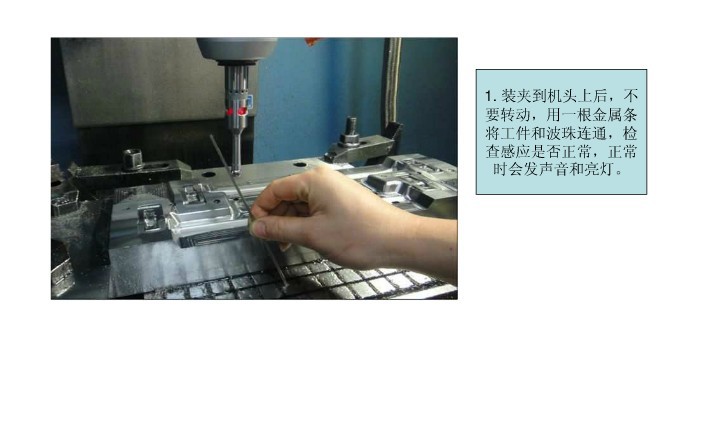
電火花加工的精度控制和保證在很大程度上取決於定位精度。在通常采用的Z軸加工中,X、Y軸保證型腔位置要求,Z軸保證所加工型腔的深度要求。實現電火花加工定位的方法有多種,利用電療與工件進行接觸感知的定位方法(圖1)在模具企業被廣泛采用。
這種定位方法相對簡單,是操作人員非常熟悉的。但我們可以發現,如果電火花加工的精度要求很高,定位誤差要求不能大於0.01㎜,像在塑膠模的哈夫滑塊、上下模仁的對合、插穿部位等的加工,這些情況下使用上述方法將會有很大的難度,難以保證穩定的定位精度,因定位超差導致零件反復修理、報廢的情況時有發生。操作者往往埋怨機床的感知性能不好或者定位精度不高。其實目前的電火花加工機床在位移方麵的精度是相當高的,出現定位不準的情況就是在選用定位的方法上存在誤區。
利用電療與工件進行直接碰邊,因為接觸麵積較大,電療或工件上的毛刺、存在的細微雜物,電療及工件的平麵度、平行度、垂直度等因素影響定位精度,即使工件和電療擦得很乾凈也難以保證0.01mm的定位精度。對於工件(電療)異形或電療過大(過小)及精度要求相當高的加工來說,有且隻有采用間接定位方法,即利用基準球進行間接定位(圖2),這種定位方法由於采用的是點接觸,可在最大范圍內消除誤差。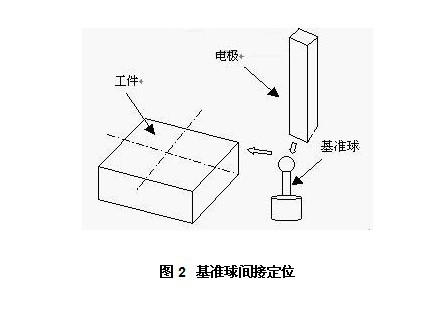
目前還有不少模具企業不知道使用基準球(分中球)定位的方法。使用基準球進行定位不但容易保證精度,而且在工件形狀復雜的情況下,能方便地實現分中;電療對基準球找中心的過程避免瞭電療作較大行程的移動,節省瞭操作時間;對於多個工件加工的情況,不需要利用電療多次分中,隻要對基準球分一次中即可,節省瞭大量的操作時間,多電療加工中優勢尤為明顯。
EDM火花機分中球,EDN碰數球,火花機碰數球,陶瓷標準球,陶瓷基準球,鎢鋼分中球,鎢鋼分中棒,EDM分中棒、火花機電療分中球、火花機基準球,鎢鋼基準球,EDM鎢鋼分中球,火花機鎢鋼分中球,火花機鎢鋼分中棒,EDM鎢鋼分中球,EDM鎢鋼分中棒,碰高度,帶磁性底座,測頭為高精鎢鋼圓鋼球。
使用說明:數控加工,能精確確定被加工工件的中心位置的一種檢測工具。安裝於機床主軸上使用,作為工件輪廓尺寸的探頭,如要大量生產某一零件,可以先做一個標準件,裝卡好在工作臺上,然後用尋邊器探之輪廓的坐標,儲存好, 那麼下次裝夾工件的時候,就可以用此坐標值作基準,來矯正工件的安裝位置,從而確保每次加工時的進刀位置和坐標設定的偏差在機床理論偏差范圍內,且提高安裝調整的效率。
使用特點:
1.Φ10的直柄可以安裝在切削夾頭或鉆孔夾頭上;
2.用手指輕壓測定子的側邊,使其偏心0.5mm;
3.使其以400-600RPM的速度轉動;
4.彈簧力力較小,可以避免小銑刀或小鉆頭斷裂;
5.使測定子的與加工件的端麵相接觸,一點一點的觸碰移動,就會達到全接觸狀態,測定子即不會震動,宛如靜止的狀態接觸著,如果此時加以外力,測定子就會偏移出位,此處滑動的起點就是所要求的基準位置;
6.加工件本身的端麵位置,就是加上測定子半徑5mm的坐標位置。
7.精度:靜態公差重復精度±0.002mm.


廠傢直供火花機專用分中棒,尋邊器,規格型號齊全,高品質,低價格。


























































批發市場僅提供代購諮詢服務,商品內容為廠商自行維護,若有發現不實、不合適或不正確內容,再請告知我們,查實即會請廠商修改或立即下架,謝謝。